5.1. Описание конструкции станка
В ходе выполнения диссертационных исследований, был разработан способ восстановления крупногабаритного цилиндрического оборудования с применением приставного станка для обработки цапф [75], который был изготовлен и в дальнейшем использован как промышленный образец.
Общий вид станка представлен на рисунке 5.1.
Рисунок 5.1 - Приставной станок для обработки цапф мельниц
В разработанном станке используется прямоугольные направляющие, которые наиболее просты в изготовлении и удобны в сборке, благодаря независимости перемещений в горизонтальной и вертикальной плоскостях (рисунок 5.2). Регулировка направляющих производится тремя винтами.
Поперечный суппорт 5 с резцедержателем устанавливается на базовую поверхность продольного суппорта 4. Наклонная поверхность продольного суппорта позволяет установить резец по центру обрабатываемой цапфы.
Подача, необходимая для обеспечения требуемых точности и качества поверхности цапфы обеспечивается механизмом продольных перемещений
станка. Механизм состоит из электродвигателя 1, редуктора 2, устройства включения рабочей подачи 3, кронштейнов 4 и 5, шестерен 6 и 7 и ходового винта 8.
Для предотвращения попадания в зону контакта цапфы с корпусом подшипника стружки, в конструкции станка предусмотрено фетровое уплотнение. Разработанный станок легок по весу (310 кг), несложен в изготовлении и удобен в обслуживании.
2
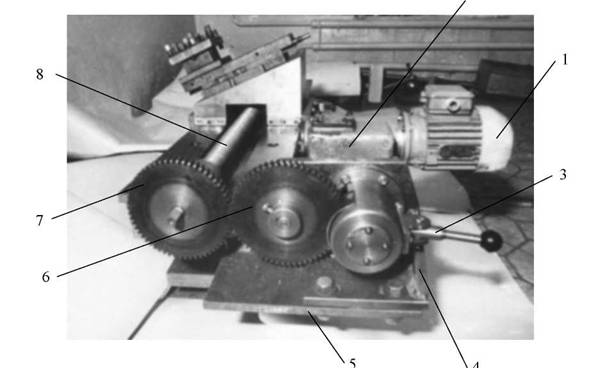
Рисунок 5.2 - Механизм продольных перемещений: 1 - электродвигатель,
2 - редуктор, 3 - усторойство включения рабочей подачи, 4,5 - кронштейны,
6,7 - шестерни, 8 - ходовой винт
Приставной станок для обработки цапф был испытан на предприятии - ЗАО «Белгородский цемент» (Приложение Г).