Анализ существующих методик расчетов процессов при сепарации порошкообразных материалов
Процесс классификации порошкообразных материалов, как правило, осуществляется в газообразной среде, причем дисперсный состав, удельная поверхность, концентрация в газовом потоке, оказывают существенное влияние на эффективность сепарации.
Для выбора оптимального режима классификациинеобходимо учитывать свойства материалов, соответствующие совокупности указанных параметров. Так, при увеличении дисперсности материала более выраженными становятся поверхностные явления, обуславливаемые поверхностным натяжением [134]. Поверхностную энергию присущую таким материалам можно рассчитать по формуле [108]:
где σ- поверхностное натяжение;
S'- площадь поверхности.
Поверхностная энергия может превращаться в другие виды энергии: теплоту, химическую энергию, механическую. Эти превращения приводят к изменению следующих свойств: дисперсность, адгезия и капиллярность. Довольно часто на различных этапах классификации происходят процессы взаимодействия частиц с образованием агрегатов. Зачастую эти образования включают мелкие частицы, которые в результате классификации попадают в крупную фракцию. В процессе объединения частиц в агрегаты может происходить под воздействием капиллярного давления. Внутри агрегата идет процесс миграции имеющейся жидкой фазы под действием капиллярного давления в местах наиболее близкого расположения частиц. Его максимальное значение определяется по следующей формуле [67]:
где δ - размер (диаметр) группы частиц - агрегата.
Необходимо отметить, что характер удерживающих сил при агрегации может быть и электрического происхождения [33].
Агрегированные структуры у Урьева Н.Б. характеризуется сравнительно слабыми по силе взаимодействия связями между составляющими частицами, а процесс агрегации из-за уменьшения удельной поверхности в результате контакта обуславливается снижением свободной поверхностной энергии ∆F,которая определяется выражением [101, 103]:



Образованные в результате взаимодействия структуры остаются
Для нахождения силы взаимодействия (сцепления) существуют и другие выражения.
К примеру, силу взаимодействия двух выпуклых тел любой кривизны в функции зазора Н между ними можно представить в виде выражения [36]:где V(H)- удельная энергия взаимодействия параллельных друг другу плоских межфазных границ, разделенных тем же зазором шириной Н;
д - фактор формы, зависящий от радиусов кривизны поверхностей.
Для двух сфер радиусами R1и R2выражение (1.7) примет следующий вид [36]:

уменьшения [96]. Поэтому, на практике сила отрыва находящихся в контакте частиц может составлять только ¾ от теоретической силы отрыва Fo [36].

где φ- значение V (Н) при непосредственном контакте, равное удельной энергии адгезии (аутогезии).
Для учета отклонения формы частицы от сферической у М.Д. Барского существует понятие фактора формы - это отношение поверхности равного по величине шара 5ш к истинной поверхности частицы \ [12]:
Понятие адгезии является общим для сил сцепления двух тел. К частному случаю адгезии относится понятие аутогезии, когда взаимодействуют (находятся в контакте) однородные тела, что применимо к агрегатам при сепарации. Роль аутогезии в процессе классификации многих порошкообразных материалов нельзя не учитывать [53]. Теоретически величина удельного сопротивления на разрыв Tnчастиц находящихся во взаимодействии определяется формулой [46]:

где - удельное сопротивление частиц сдвигу;
- удельное сопротивление частиц сдвигу; - коэффициент внутреннего трения.
- коэффициент внутреннего трения.
Что касается энергии дезагрегации частиц, то в работе [44] приводится пример расчета этой энергии для ультрадисперсного сибунита при мокром помоле и используют выражение:
где і- степень измельчения;
σ- поверхностное натяжение на границе «измельчаемые частицы - окружающая среда»;
 - удельная площадь поверхности агрегата до и после измельчения;
- удельная площадь поверхности агрегата до и после измельчения;
V - объем всех обрабатываемых агрегатов.
Авторы этого выражения используют терминологию, которая не полностью
раскрывает сущность энергии дезагрегации, используется степень измельчения, вместо степени дезагрегации. Также сложным с практической точки зрения является вопрос расчета энергии дезагрегации, а также определения объема обрабатываемых агрегатов. Не раскрывается, как на практике могут быть
определена степень дезагрегации, удельная поверхность агрегата.
Влияние на свойства материалов оказывают внешние факторы, такие как температура, давление, влажность и другие. Поэтому для оптимизации процесса классификации необходимо принимать во внимание совокупность факторов: физико-химические свойства, технология производства, условия и режим эксплуатации [73].
При движении частиц в любой среде, эта среда оказывает сопротивление движению, поэтому при определении динамических параметров частицы необходимо учитывать динамическую вязкость воздуха [109, 124, 132].
При расчетах движения частицы в воздушной среде во внимание также берется и форма частицы, обычно уравнения движения частицы имеют условие - частица принимается сферической [8, 20, 55, 104]. При этом полученные уравнения схожи, но значения, полученные при их решении, могут значительно различаться по причине упрощений, различных условий, допущений [87].
Уравнение движения частицы для цилиндрической системы координат
будет представлять систему из трех уравнений [116]:
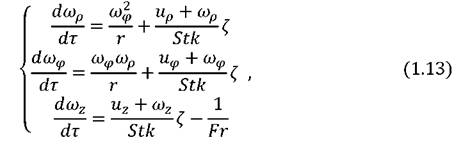
где - компоненты скорости частиц; up, uφ, uz- компоненты скорости
- компоненты скорости частиц; up, uφ, uz- компоненты скорости
газового потока; r- радиус-вектор; ∣ - коэффициент, учитывающий
- коэффициент, учитывающий
отклонение аэродинамического сопротивления частицы от закона сопротивления,
определённого Стоксом, - критерий Рейнольдса [24], составленный
- критерий Рейнольдса [24], составленный
для частицы диаметром 5; Stk- безразмерное число Стокса; Fr- критерий Фруда.
Во время нахождения частицы в зоне классификации происходит контакт с поверхностями конструктивных элементов, например, со стенкой камеры сепарации. Для определения силы воздействия на поверхность в результате удара в работе [12] приводится следующее выражение:

где K1- коэффициент восстановления; - масса /-той фракции; В - периметр аппарата; m1- масса частицы; υr1- расстояние до стенки; φ- коэффициент пропорциональности; mi- масса частицы /-той крупности; F- площадь поперечного сечения камеры сепарации.
- масса /-той фракции; В - периметр аппарата; m1- масса частицы; υr1- расстояние до стенки; φ- коэффициент пропорциональности; mi- масса частицы /-той крупности; F- площадь поперечного сечения камеры сепарации.
Работа классификаторов, в которых производится разделение частиц в газовом потоке, основана на различной скорости осаждения частиц в зависимости от крупности. В связи с этим конструктивно сепаратор должен обеспечивать параметры, необходимые для максимальной эффективности классификации. Поэтому важным для процесса классификации является определение размера граничных частиц, то есть тех, которые при классификации могут быть отнесены и к крупным, и к мелким [64, 65, 133].
При сепарации частиц размером не более 50мкм Сапожников М.Я. предлагает использовать следующую формулу для определения граничного размера частиц при 0 < Re < 1 [70]:
где кф - коэффициент формы частиц; рм - плотность материала частиц; ρ0- плотность газа; у - кинематическая вязкость газа; ив - скорость газа.
Величину коэффициента формы частиц кф можно принимать в следующих пределах: для шаровидных - 1,00; для округленных - 1,10; для угловатых - 1,53; для продолговатых - 1,76; для пластинчатых частиц - 3,80.
Приведенные выражения для определения граничного размера частиц существенно различаются.
Это обусловлено и принципиальными конструктивными различиями машин для классификации и сложностью расчетов параметров процесса [10]. Поэтому использование этих выражений к различным конструкциям классификаторов при расчете граничного размера частиц может привести к росту погрешности.Движение частиц по распределительным устройствам являются важными для процесса классификации частиц и могут оказывать существенное влияние на эффективность классификации. Основными параметрами, которые являются значимыми для процесса сепарации, можно назвать равномерность распределения частиц и скорость схода частиц с распределительного устройства.
В работе [23] приводится выражение (1.16) для определения приближенного значения начальной скорости частицы в момент схода с поверхности вращающегося диска.

где г - радиус диска; ω - частота вращения; r0- расстояние от оси до частицы; f - коэффициент трения; а - коэффициент углового перемещения частицы.
Коэффициент а выражается через угол перемещения частицы φи может быть найден через следующее выражение:

Практическое определение значения коэффициента а является сложной задачей, что затрудняет практическое использование выражения (1.16).
Для определения скорости схода частицы с конического вращающегося диска с перпендикулярно укрепленной к поверхности лопаткой существует следующие выражения [17]:
где
где β- угол образующей конуса; f- коэффициент трения; ω - частота вращения; t- время движения частицы по конусу; Хо - расстояние от вершины конуса до частицы.
Необходимо отметить, что выражение (1.18) имеет один существенный недостаток - это необходимость в определении времени t.
В связи с этим применение выражения на практике обуславливает необходимость определения времени движения частицы по устройству, что является довольно сложной задачей и в большинстве случаев находит экспериментальное решение.Одними из распространённых способов определения эффективности сепаратора являются выражения (1.39 и 1.40) [3, 11].

где qτ- производительность по тонкому продукту; qτ. и> - продукт такого же состава в исходном материале; а, b, с - содержание частиц готового продукта соответственно в исходно материале, крупном и мелком продуктах по массе или в долях единицы.
где а - содержание извлекаемого компонента в исходном материале; β- содержание того же компонента в обогащенном продукте.
Для определения эффективности сепаратора с учетом коэффициента циркуляции используют следующее выражение [117]: 
где Px, Fx- массовые доли частиц размером менее xв продукте и питании соответственно; С - отношение массы подаваемого материала и мелкого продукта.
Отметим, что выражения 1.21, 1.22, 1.23 не позволяют оценивать
количество частиц мелкой фракции, которое возвращается в виде крупки на доизмельчение.
Графическим методом определения эффективности сепарации, который отображает возврат частиц мелкой фракции на доизмельчение, является метод построения кривых извлечения (кривая Тромпа), которая отображает гранулометрический состав и процент извлечения фракций. Важным показателем этого метода является уровень байпаса [117]. Байпас показывает количество тонкого (готового) продукта, возвращаемого на домол в мельницу. Кларк М. особое внимание уделяет частицам готового продукта, попадающим с крупной фракцией на доизмельчение [126]. При этом он отмечает, что значительную роль в снижении эффективности сепарации играют процессы взаимодействия и агрегации частиц. Агрегация «тонких» частиц при этом оказывает существенное влияние на уровень байпаса.
Анализ существующих способов определения эффективности сепарации показал, что выражения для определения эффективности сепарации не могут дать информацию о процессах дезагрегации при сепарации, тем более дать оценку эффективности процесса дезагрегации. Так как процесс дезагрегации является важным для снижения возврата мелких частиц в крупку, то исследование этого процесса и определение эффективности процесса дезагрегации в сепараторе может дать толчок дальнейшему совершенствованию процесса сепарации. Существующие методики расчета параметров процессов при сепарации опираются на идеализированные условия и имеют допущения. Так, при расчетах вводятся дополнительные условия - это равномерная концентрация частиц в объеме, отсутствие контакта частиц между собой, сферическая форма частиц, скорость частиц принимается равной скорости газа и другие, что говорит о сложности и недостаточной изученности процесса. Для расчета скорости схода
частиц с распределительных устройств, существующие выражения также имеют ряд недостатков, таких как необходимость проведения дополнительных экспериментов, расчетов для определения дополнительных параметров, времени движения частицы по диску и угол перемещения частицы. Также мало изучены процесс дезагрегации и необходимые для осуществления этого процесса условия. Анализ показывает, что существующие методики не позволяют произвести с достаточной точностью расчеты эффективности процесса дезагрегации, конструктивных параметров дезагрегирующих устройств в динамическом сепараторе, что подтверждает актуальность разработки таких методик.
1.5
Еще по теме Анализ существующих методик расчетов процессов при сепарации порошкообразных материалов:
- Применение оборудования для воздушной сепарации порошкообразных материалов в технологических системах измельчения
- 1.2. Анализ существующих методик расчета при проектировании футеровок шаровых барабанных мельниц
- 1.2. Анализ оборудования для разделения порошкообразных материалов по крупности
- 1.3. Анализ известных методик расчета тепловых схем модульных котельных и систем расчетов утилизации теплоты
- Существующие методики расчета основных конструктивнотехнологических параметров роторных смесителей принудительного действия
- 2.3. Методика расчета характеристик перевозочного процесса доставки нефтепродуктов в сети «Нефтебаза - АЗС» с использованием принципа «точно-во-время»
- Обзор и анализ существующего оборудования и инструмента, применяемых при обработке цапф мельниц
- 2.1. Разработка методики расчета допусков при прямом контроле с учетом наработки автотранспортных средств и влияния дополнительной погрешности измерения.
- Исследование воспроизводства учительства в культуре при нормативном анализе биографических материалов The study of reproduction of the teaching in culture by a normative analysis of biographical materials
- 4.2. Использование методики полного факторного эксперимента при проведении исследования влияния СОЖ на процесс резания
- 7.При анализе словосочетания следует помнить, что словосочетание как синтаксическая единица существует в предложении и, характеризуя
- 2.2. Разработка методики расчета допусков при косвенном контроле с учетом влияния времени эксплуатации автотранспортных средств, дополнительной погрешности измерения и полноты проводимого контроля.
- Методика расчетов.