СИСТЕМА МАШИН КАК ОБЪЕКТ ТЕХНИКО-ЭКОНОМИЧЕСКОГО АНАЛИЗА
Совместный труд людей в процессе производства, их трудовая кооперация закономерно приводят к разделению труда, т. е. к закреплению за каждым исполнителем определенного вида работ.
Непрерывное техническое оснащение производства сопровождается замещением ручного труда машинным, а разделение труда преобразуется в разделение функций между машинами. Так исторически складывается система машин, непрерывно взаимодействующих между собой в ходе производства. Можно отметить два главных фактора, способствующих развитию системы рабочих машин: развитие поточности производства и развитие механизации и автоматизации. Если поточность отражает прогресс в организации производства, то автоматизация является отражением современного технического прогресса. Причем оба фактора взаимосвязаны и взаимообусловлены: под влиянием все более широкого применения машин расширяется сфера поточного производства, которое, в свою очередь, открывает новые возможности для автоматизации производства.Поточность — прогрессивная форма организации производства, при которой наилучшим образом реализуются принципы пропорциональности, ритмичности, параллельности и непрерывности.
Основными элементами поточного производства являются поточные линии, механизированные и автоматизированные. Поточная линия представляет собой систему машин и построенную на основе ее кооперацию рабочих, осуществляющих в заданном такте согласованные во времени основные и вспомогательные операции, имеющих определенную специализацию и расположение по ходу технологического процесса.
Главным условием эффективной работы поточной линии является соблюдение принципа пропорциональности, согласно которому число машин (и соответственно рабочих) на операциях должно быть пропорционально машиноемкости (трудоемкости) этих операций. Необходимость поддержания пропорциональности или количественных соотношений элементов системы машины отмечал К.
Маркс: «Как в мануфактуре непосредственная кооперация частичных рабочих создает определенные количественные отношения между отдельными группами рабочих, так и в расчлененной системе машин для того, чтобы одни частичные машины непрерывно давали работу другим частичным машинам, необходимо определенное отношение между их количеством, размерами и быстротой» г. Соблюдение пропорций К. Маркс называл железным законом производства [V].Цикличность (строгая повторяемость) движений органов рабочих машин создает благоприятные условия для реализации также принципов параллельности, ритмичности и непрерывности. В машинном производстве параллельность и непрерывность процессов усиливаются. Например, применение комбинированных многопозиционных машин с многоинструментальной наладкой сокращает цепочку операций. Концентрация разнообразных операций в одном или небольшом числе агрегатов сближает различные стадии производства. Включение в поточную линию транспортных средств (конвейеров, подъемников, перекладчиков, манипуляторов и т. д.) обеспечивает ритмичную, параллельную и непрерывную работу всех рабочих машин.
Организационное построение любой системы машин начинается с согласования их производительностей или пропускных способностей.
При технико-экономическом анализе конструкций и параметров рабочих машин нельзя не учитывать то, что они работают в тесной кооперации и поэтому их свойства будут соответственно преломляться в свойствах системы машин. Поточная линия работает как единая большая машина со своими параметрами, не совпадающими ни с одним из параметров составляющих ее машин. Конечно, параметры системы связаны с параметрами ее элементов, поэтому правомерно стремление оценить параметры системы через параметры элементов, но нужно иметь в виду, что в данном случае вводятся определенные упрощения.
Вопросы организационного и технологического построения функционирования поточных линий являются исключительно сложными. Учет всех факторов, предопределяющих работу линии, приводит к сложнейшим описаниям с большой долей неопределенности.
Поэтому рассмотрение поточной линии начинается с введения ряда допущений. Во-первых, для рассмотрения берется однопредметная линия, т. е. линия, на которой идет обработка деталей или сборка сборочных единиц одного наименования. Во-вторых, рассматривается работа линии за короткий период времени (час, смену), в течение которого имеют место лишь цикловые процессы и отсутствуют внешние возмущения. Определяемые при этих допущениях условия являются необходимыми, но не достаточными.Главным параметром поточной линии является такт выпуска изделий. Такт выпуска—это средний промежуток времени, по истечении которого с линии сходит одно изделие \
Такт таким образом непосредственно характеризует производительность линии. Такт — это та же норма штучного времени для всей поточной линии, если линию рассматривать как единую большую машину. Такт поточной линии зависит от многих факторов, в том числе от произвсдительности отдельных машин, структуры (компоновки) линии, пропускной способности вспомогательных и транспортирующих устройств, продолжительности ручных элементов операций, надежности элементов линии, качества обслуживания и ремонта и т. д.
Такт поточной линии гл должен быть согласован с плановым заданием по выпуску продукции или с производственной мощностью смежных линий, участков и цехов. При этом выпуск продукции может обеспечивать не одна, а несколько параллельно работающих линий. Условие согласования такта с плановым объемом выпуска выражается следующим примерным равенством:

где В — объем выпуска продукции (производственная мощность) на некоторый плановый период; F9 — эффективный фонд времени работы линии, включающий время непрерывной работы (без простоев), за тот же период; Л — число параллельно работающих линий.
Такт, а следовательно, и производительность машинной поточной линии определяется прежде всего производительностью входящих в нее машин. Для того чтобы максимально использовать производственные возможности машин, вошедших в линию, необходимо стремиться к синхронизации их совместной работы.
Условие синхронности работы машин в линии достигается, если продолжительности (машиноемкости) [VI] операций равны или кратны такту линии. Однако в реальных производственных условиях полная синхронность работы машин почти недостижима. 
Отношение продолжительности (машиноемкости) операции tt к числу машин на операции т: называется тактом операции:
ил)
где г і — такт і-й операции.
Отмеченное условие синхронности можно записать как примерное равенство тактов операций и линии

где п — число операции.
Такт линии выбирается обычно равным максимальному из тактов операций, т. е. гл = шах {/у-}, поэтому на операции с максимальным тактом перерывов нет. На остальных же операциях возможны перерывы, определяемые по формуле Я/ = гл — /у. Линия считается хорошо синхрони-
Отношение такта операции к такту линии назовем коэффициентом использования машин на этой операции за время технологического цикла:

зированной, если среднее время перерывов не превышает 10— 15% такта линии, т. е.

Средний коэффициент использования машин линии за время цикла
Из выражения (1.2) следует, что для того чтобы линия считалась непрерывно-поточной, необходимо условие Г]цл 0,85.
Основная синхронизация поточной линии осуществляется на стадии проектирования объединением или расчленением операций, перераспределением частей (переходов) по отдельным операциям, применением средств механизации и автоматизации для вспомогательных переходов, установлением рациональных технологических режимов, созданием рациональных планировок рабочих мест и т. д.
В ходе проектирования автоматических линий стремятся подобрать, а часто и специально сконструировать для них такие машины, которые не очень различались бы по производительности.
В ряде случаев синхронизация достигается подбором режимов обработки на отдельных машинах. Например, на металлорежущем станке, выполняющем наиболее трудоемкую операцию, должны быть установлены режимы максимальной производительности, а на остальных станках — режимы, обеспечивающие заданный темп линии.Однако для технологических процессов механической обработки, штамповки и литья, особенно при применении специализированного оборудования, перечисленные приемы синхронизации имеют ограниченные возможности. Наиболее действенным средством достигнуть синхронности работы линии является в этом случае разработка ее оптимальной компоновки (структуры).
Принято считать, что структура линии тем оптимальней, чем выше синхронность работы входящих в нее машин, Следовательно, критерием оптимальности является максимум циклового коэффициента использования линии, т. е.
 (1.3)
(1.3)
Однако на базе одного лишь критерия максимума г)цл нельзя определить оптимальную структуру, и вот почему. Из формулы
11
- следует, что при постоянной технологии, Т. е. при Y. ti~ = const коэффициент Т]дл можно сделать близким к единице, т. е. любую линию теоретически можно синхронизировать, для этого нужно уменьшить такт гл, добавляя число машин на лимитирующих операциях. Однако возрастание т}дл будет происхо-
П
дить медленно, так как в знаменателе увеличивается mt. Таким образом, формула (1.3) ориентирует на создание разветвленных поточных линий с малым тактом.
Практика же показывает, что линии с ветвящимся потоком сложны в управлении, часто требуют сложной транспортно- распределяющей системы. Поэтому математическая модель оптимизации структуры поточной линии должна включать ряд ограничивающих условий.
Во-первых, такт линии должен быть согласован с плановым объемом выпуска или с производственной мощностью смежных цехов и участков, в противном случае вся линия будет недогружена.
Во-вторых, ограничением такта линии является ‘скорость перемещения изделий (деталей) от машины к машине с помощью транспортирующего органа (конвейера, транспортера, механической руки и т. д.). Так, для непрерывно движущегося конвейера это ограничение имеет вид
 (1.4)
(1.4)
где 10 — шаг конвейера, расстояние между осями двух смежных изделий (тележек, лотков, этажерок и т. д.);-^шах — максимально допустимая скорость движения конвейера, которая по соображениям техники безопасности не должна превышать 6 м/мин.
В-третьих, могут быть ограничения по числу машин на отдельных операциях. Число агрегатов может быть лимитировано условиями поставки, требованиями к фундаменту, схемой потоков материалов и оснастки и т. д. Так, литейная формовочная линия имеет, как правило, одну выбивающую установку. Расположение нескольких установок значительно усложняет схему транспортирующих потоков пустых опок и подопочных щитков. На прокатных, штамповочных линиях устанавливается на главной формообразующей операции обычно один главный агрегат, все остальные агрегаты компонуются так, чтобы обеспечить бесперебойную работу главного агрегата. Эти ограничения можно записать так:
 (1.5)
(1.5)
где а, р — оговоренное число агрегатов на k-п и h-й операциях.
В-четвертых, могут быть условия взаимного согласования числа машин на смежных операциях. Например, число устройств для нагрева заготовок выбирается равным числу агрегатов на последующей операции горячей ковки и штамповки с целью обеспечения минимального пути от нагревателя до молота или пресса.
Упомянутое огпяничение можно записать следующим образом:
 (1.6)
(1.6)
В-пятых, могут быть ограничения на общее число машин в линии из соображений ограниченности площади, длины или ширины участка, где распсттягяо,гг'ст пнино ^ ^
 (1.7)
(1.7)
где Sji и Sy— площадь линии и участка соответственно; /л и /у — длина линии и участка соответственно; Ьл и Ьу — ширина линии и участка соответственно.
Совокупность равенств и неравенств (1.3)—(1.7), выражающих критерий оптимальности и оговоренные ограничения, образует математическую модель поиска оптимальной структуры поточной линии.
Далее следует отметить, что взятый выше критерий оптимальности — максимум использования линии за время цикла — не является точным. Основным его преимуществом является простота вычислений. Но можем ли мы быть уверенными, что выбранная по этому критерию структура линии будет и оптимальной по экономичности, т. е. соответствовать минимуму приведенных затрат? На данный вопрос можно ответить утвердительно лишь в том случае, когда входящие в линию агрегаты экономически равноценны, т. е., другими словами, когда экономический эффект от одинакового увеличения коэффициента использования для всех агрегатов один и тот же. На практике такое встречается не часто. И снижение себестоимости от повышения использования на 1 % одной машины не равно снижению себестоимости от увеличения использования на 1 % другой машины.
Ограниченность критерия максимальной загрузки линии по времени отмечал также проф. Ф. С. Демьянюк, он писал:... «практика работы сотен поточных линий массового производства показывает, что неправильно широко распространное мнение, требующее строгой синхронизации операций поточной линии и высокой загрузки всех станков поточной линии. Они желательны, но не обязательны» [1.1].
Однако с повышением уровня автоматизации поточного произ водства, с оснащением его все более сложным и дорогостоящим оборудованием и оснасткой требование синхронизации операций усиливается.
Коэффициент использования линии за время цикла следует определять не просто, как среднюю величину, а как средневзвешенную с учетом «весомости» оборудования. Мерой «весомости» может быть выбрана стоимость машин Сgt; или, еще точнее, можно взять часть приведенных затрат, связанную со стоимостью машины:
где Pi — коэффициент реновации, равный обратному значению срока службы машины на /-й операции; Еп — нормативный коэффициент экономической эффективности капитальных вложений.
Цикловой коэффициент использования линии с учетом стоимости
 (1.8)
(1.8)
где С/ — стоимость одной машины на і-й операции.
Критерии оптимальности, выражаемые формулами (1.3) и (1.8), можно преобразовать в другой эквивалентный вид:
 (1.9)
(1.9)
 (1.10)
(1.10)
Последнее выражение может быть выведено также из условия минимизации приведенных затрат. Нетрудно заметить, что первый критерий, определяемый по формуле (1.9), является частным случаем второго, рассчитываемого по формуле (1.10), когда стоимости машин и их сроки службы на всех операциях одинаковы, т. е. Ci = const и pi — const.
Нахождение оптимальной структуры поточной линии, как и большинство оптимизационных задач, достигается многошаговым, поэтапным решением. Составим моделирующий алгоритм решения этой задачи, он будет состоять из следующих шагов (итераций).
При первом шаге на всех операциях устанавливаем по одной машине, получаем исходный вариант структуры. Рассчитываем такты операций, которые, очевидно, равны t(. Находим величину такта гл — rt max. Рассчитываем величину критерия оптимальности по формулам (1.9) и (1.10).
При втором шаге на операции с максимальным тактом добавляем одну машину, получаем второй вариант структуры линии.
41

Рис. 1.4. Блок-схема алгоритма Рис. 1.5. Маховик коленчатого расчета поточной линии вала
Сравниваем такты операций. Находим такт линии гл = rimax, проверяем выполнимость всех ограничений. Если ограничения выполняются, то переходим к следующему шагу. Если хотя бы одно ограничение не выполняется, то либо изучается возможность преодоления этого ограничения (когда ограничение «нежесткое»), либо возвращаемся к исходному варианту (когда ограничение «жесткое»). В последнем случае процесс решения заканчивается.
Третий шаг, четвертый и другие последующие шаги по содержанию входящих в них работ аналогичны второму. Нетрудно убедиться в том, что с каждым шагом происходит максимизация критериев по формулам (1.3) и (1.8) или минимизация соответствующих им критериев по формулам (1.9) и (1.10). Причем структура, оптимальная по критериям, определяемым по формулам
- и (1.9), может не совпадать со структурой, оптимальной по критериям, рассчитываемым по формулам (1.8) и (1.10). В этом случае предпочтение следует отдать последним критериям, как более экономически значимым. Алгоритм поиска оптимальной структуры линии приведен на рис. 1.4 в виде блок-схемы.

Рассмотрим пример нахождения оптимальной структуры поточной линии механической обработки маховика коленчатого вала автомобильного двигателя (рис. 1.5). Технологический процесс обработки детали включает четыре основные операции. Ограничивающими условиями являются производственная мощность литейного цеха, поставляющего заготовки, равная примерно 600 шт. в смену, и площадь участка, которая должна быть не более 300 м2.
Процесс оптимизации структуры поточной линии носит дискретный характер. Это нужно понимать так, что получение оптимального варианта осуществляется через ряд следующих друг за другом вариантов, каждый из которых имеет определенные параметры: такт, синхронность, число машин и рабочих и т. д. Новый вариант линии получаем после каждого шага. Чтобы проверить, отвечает ли линия заданным ограничениям, после каждого шага делается эскизная прорисовка планировки линии. Планировка необходима для того, чтобы определить занимаемую линией площадь, длину и ширину линии, сделать расстановку рабочих по рабочим местам, предусмотрев многостаночное обслуживание и совмещение профессий, составить схему транспортирующей системы.
Рассматриваемая линия обработки маховика имеет на всех операциях 1—4 по одному станку (рис. 1.6, а). Работы на линии выполняются следующим образом. Литые заготовки маховиков доставляются из литейного цеха к началу поточной линии. Рабочий с помощью электротали вынимает стопки заготовок по 5 шт. чз поддонов и укладывает их на рольганг, затем берет заготовку с рольганга, устанавливает на станок и после обработки на первом станке вновь кладет ее на рольганг и проталкивает вперед к следующему станку.
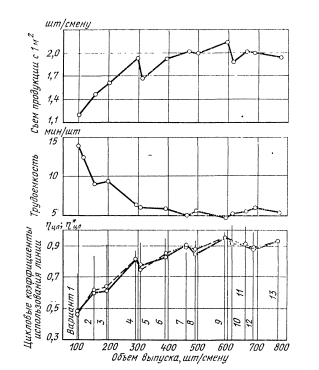
Рис. 1.7. Основные показатели вариантов поточной линии
На операции 2 рабочий также берет с рольганга маховик, прошедший операцию У, устанавливает на станок и после обработки возвращает маховик на рольганг, причем обслуживание многошпиндельных токарных полуавтоматов на операциях У и 2 может выполнять один рабочий. Таким образом, маховик продвигается от станка к станку, с операции на операцию, пока не будет полностью обработан.
Из рис. 1.7 видно, что исходный вариант линии не рационален: цикловой коэффициент использования оборудования менее 50%, сменный объем выпуска менее 100 шт., трудоемкость обработки детали около 14 нормо-мин. Лимитирующей операцией является операция У, она задает такт линии, равный 4,7 мин. Поэтому согласно описанному выше алгоритму добавляем еще один станок на операции У, получаем вариант 2. В варианте 2 лимитирующей становится операция 2 с тактом 3 мин. Переход к варианту 2 обеспечивает улучшение всех показателей: использование оборудования повышается до 60%, а сменный выпуск — до 153 шт., трудоемкость снижается до 9 нормо-мин/шт. Вариант 3 планировки линии получен добавлением одного станка на операции 2. Затем постепенным добавлением по одному станку на обнаруживаемых лимитирующих операциях получены варианты 4—6 и т. д. Всего было составлено 13 вариантов. На рис. 1.7 показано изменение основных показателей: коэффициентов использования Ццл и 'Пдл* трудоемкости и съема продукции с 1 м2 площади в смену.
На рис. 1.7 видна характерная особенность дискретного процесса оптимизации, заключающаяся в том, что в ходе реализации моделирующего алгоритма соблюдается общая тенденция к достижению оптимума, при этом оптимизирующий показатель в некоторых вариантах может даже ухудшаться, например, в нашем случае варианты на пятом и восьмом шаге давали снижение циклового коэффициента использования по сравнению с им предшествовавшими вариантами.
Наилучшие показатели достигаются на девятом шаге оптимизации, вариант которого дает линию, состоящую из 12 станков, используемых по времени примерно на 95%, обслуживаемых шестью рабочими и обеспечивающих сменный выпуск 590 шт. (см. рис. 1.7). На рис. 1.6, б показана планировка поточной линии оптимального варианта. Последующие варианты приводят к ухудшению рассматриваемых показателей, так как структура линии усложняется, удлиняется длина рольгангов и увеличиваются затраты рабочего времени на проталкивание маховиков по рольгангам. Кроме того, варианты десятый и одиннадцатый и последующие не приемлемы, так как они не вписываются в ограничения по площади и производственной мощности.
Описанный выше алгоритм нахождения оптимальной структуры поточной линии может быть записан в виде машинной программы и реализован на ЭВМ. Он позволяет найти оптимальное техническое решение на основе объективных технико-экономических критериев.
Еще по теме СИСТЕМА МАШИН КАК ОБЪЕКТ ТЕХНИКО-ЭКОНОМИЧЕСКОГО АНАЛИЗА:
- Кац Г. Б., Ковалев А. П.. Технико-экономический анализ и оптимизация конструкций машин. —М.: Машиностроение,1981. — 214 с., ил., 1981
- ИССЛЕДОВАНИЕ И АНАЛИЗ МАШИН С ПОЗИЦИИ ТЕОРИИ СИСТЕМ
- 4.1. Система формирования экономических показателей как база комплексного планирования и анализа
- особенности изучения иск как экономической системы с методологических позиций системного анализа
- Технико-экономический анализ результатов использования комбинированных высокоресурсных химико-механических покрытий наоснове дисульфида молибдена
- Финансы как экономическая категория, их сущность и место в системе экономических отношений.
- 5.2 Финансово-экономический анализ предприятия - как метод диагностики кризисных явлений в деятельности предприятия5.2.1 Правила проведения финансового анализа арбитражными управляющими
- 3. Понятие экономической системы. Типы экономических систем. Экономическая система современной России.
- Природа как объект философского анализа
- Анализ возможных экологических и связанных с ними социальных, экономических и других последствий реализации альтернатив решений по объекту
- 1.2. Проблема выбора как объект микроэкономического анализа
- Общество как объект философского анализа.
- Свобода как объект философского анализа
- А) Группы как объект психологического анализа
- X. Техника как ремесло. Техника человека-техника
- Глава 1. Собственность как объект исследования современной экономической науки
- Преимущества ПЦР-анализа как метода исследования объектов судебно-биологической экспертизы