Структура шлаковой ванны
Исследование зональной структуры шлаковой ванны при газификации угля в шлаковом расплаве осуществляли при проведении экспериментов на опытной установке на Новолипецком комбинате.
Большая часть этих исследований проводилась при совместной подаче в шлаковую ванну угля и железосодержащего сырья. Как будет показано далее, подача железосодержащего сырья не оказывает существенного влияния на поведение угольных частиц в ванне при газификации угля.
Условно шлаковую ванну можно разделить на следующие характерные зоны (рис. 5.1).
Рисунок 5 1 Схема строения шлаковой ванны I - подфурменная зона слабо перемешиваемый слой шлака, расположенный над слоем накапливаемого на подине чугуна, II - фурменная зона переходная область между слабопер вмешиваемым и барботируемым шлаком, III - зона барботируемого шлака Эту зону условно подразделяли на слои поверхностный (зона 111(a)), средний (Ш(б)) и нижний (III (а)) Геометрические параметры зон приведены в табл 5 2
Отбор проб шлака осуществлялся специальным пробоотборником одновременно из различных зон шлаковой ванны. Конструкция пробоотборника обеспечивала «замораживание» структуры отобранных
проб. Масса отобранных проб составляла около 1,5 кг, что обеспечивало их представительность.
Площадь поверхности частиц угля в шлаковом расплаве определяли по их массовому содержанию и фракционному составу в пробах шлака. Пробы отбирали в зоне загрузки материалов в шлаковую ванну.
Для определения представительности проб, отобранных в зоне загрузки, параллельно отбирали пробу из верхнего горизонта ванны на расстоянии 4 м по продольной оси реактора от точки загрузки. Анализ параллельно отобранных проб не выявил существенных различий между ними.
Типичный состав проб шлака на различных горизонтах шлаковой ванны приведен в таблице 5.1.
Видно, что пробы, отобранные с различных горизонтов ванны, имеют достаточно близкий состав, что свидетельствует о ее хорошем перемешивании.
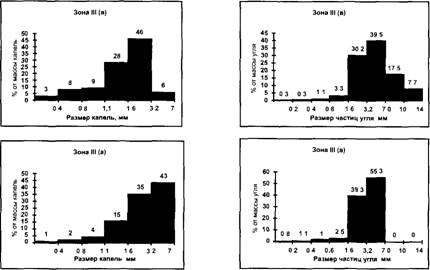
Из отобранных проб шлака извлекали и взвешивали частицы угля и корольки металла. Уголь разделяли по размерам на восемь фракций, мм. +10,0; 7,0 - 10,0; 3,2 - 7,0; 1,6 - 3,2; 0,8 - 1,6; 0,4 - 0,8; 0,4 - 0,2; -0,1. Корольки металла рассеивали на шесть фракций, мм- +3,2; 1,6 - 3,2; 1,1 -1,6; 0,8-1,1; 0,4-0,8; -0,4. Шлак в пробе также взвешивали. Фракционный состав частиц угля и капель металла для характерной пробы для верхней части барботируемого шлака (зона ІІІв) и нижней части (зона 111а) при плавке шлама с расходом 16 т/ч и расходом угля 15 т/ч представлен на рис 5.2.
На основе полученных данных о содержании и фракционном составе определяли величины удельных поверхностей частиц угля и капель металла на разных уровнях по глубине шлаковой ванны.
Для расчетов величин поверхностей частиц угля и капель металла, в соответствии с уровнями отбора проб, приняли следующие геометрические характеристики зон шлаковой ванны (табл. 5.2).
Высота зоны 1 - 1,24 м представляет собой верхнюю границу спокойного шлака. Нижняя граница зоны принята 0,5 м - ориентировочная высота слоя металла на подине.
1.6 м - граница фурменной зоны (зоны внедрения факела барбо- тажной фурмы в расплав).
2,11 м - уровень начала расширения профиля реактора.
2.7 м - ориентировочная нижняя граница поверхностного слоя шлаковой ванны.
3,0 м - средняя высота условной поверхности шлаковой ванны
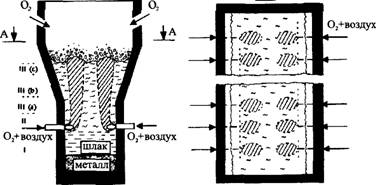 |
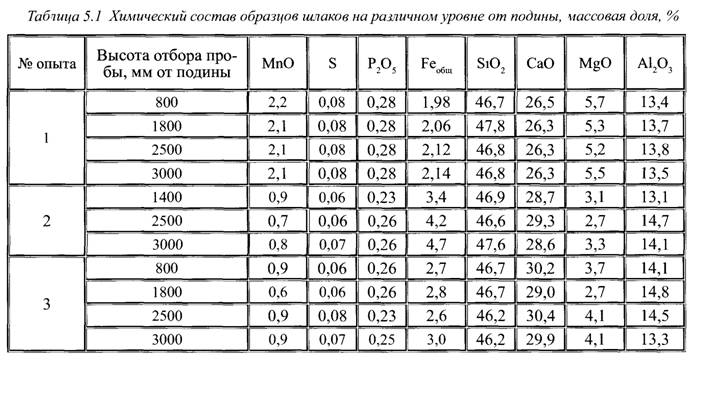
Рисунок 5 2 Фракционные составы капель металла и частиц угчя в зонах Ш(а) и III(в) барботируемого шлака
Таблица 5 2 Геометрические характеристики зон шлаковой ванны
| № зоны | Уровень отбора проб (от подины), м | Границы зон ванны (отсчет от подины), м | Объем зоны, м3 | Объем шлака в зоне*’, м3 | Газосодер- жание в шлаковой ванне, доли ед. |
| I | 0,8 | 0,5-1,24 | 11,2 | 11,2 | 0 |
| II | 1,4 | 1,24-1,6 | 6,8 | 5,4 | 0,15 |
| III (а) | 1,8 | 1,6-2,11 | 9,7 | 6,8 | 0,15 |
| III (б) | 2,5 | 2,11 -2,7 | 12,2 | 6,1 | 0,5 |
| III (в) | 3,0 | 2,7 -3,0 | 7,0 | 2,8 | 0,6 |
*> За вычетом газа в барботажных сточбах
Величины принятых газосодержаний в различных зонах ванны приняты на основании экспертной оценки [3]
Оценим представительность полученных экспериментальных данных.
Поскольку данные о скоростях реагирования по поверхности угольных частиц или углеродистых образцов в литературе приводятся на единицу определенной формально-геометрически (гладкой) поверхности, площадь поверхности угольных частиц определяли без учета открытых пор.
Площадь поверхности угля в j-ой зоне ванны определяли по формуле:
Масса проб шлака составляла около 1,5 кг.
В то же время масса шлаковой ванны в печи в период проведения экспериментов была около 85 т. Таким образом, масса проб составляла 0,0018% от массы ванны. При таком значительном различии масштабов исследуемой системы и пробы необходимо доказать представительность отбираемых проб, т. е. показать, что содержания и фракционные составы угольных частиц в пробах с большой вероятностью совпадают с теми же характеристиками в различных зонах шлаковой ванны. Точного решения этой сложной вероятностной задачи в литературе не обнаружили. Приводимые ниже рассуждения носят качественный характерПредположим, что распределение угольных частиц равномерно в любом сечении шлаковой ванны вне зон прохода реагирующего дутья барботажных фурм. Очевидно, что ошибка, состоящая в получении
1 Мотт Р А , Уилер Р В Качество кокса Пер с англ - М Металлургиздат, 1947 - 552 с
в пробе заниженного по сравнению с реальным содержания в шлаке той или иной фракции дисперсной фазы, становится существенной и может превышать 100%, когда объем шлака, приходящегося на одну частицу дисперсной фазы данной фракции, становится больше объема пробы. Иными словами, для обеспечения представительности пробы необходимо, чтобы на любой объем шлака, равный объему пробы, приходилась, по крайней мере, одна или более частиц дисперсной фазы данной фракции.
При содержании С (% масс.) частиц данной фракции дисперсной фазы в шлаке, их число N в объеме, равном объему V пробы составит:
Рассчитаем N для конкретных экспериментальных данных. Для капель металла фракции 1,1-1,6 мм (со средним кажущимся диаметром 1,35 мм), при их содержании в шлаке 0,3 % (масс.), число частиц в пробе составит 503 штуки. Для частиц угля фракции 1,6-3,2 мм (со средним диаметром 2,4 мм) и при их содержании в шлаке 0,3 % (масс.), число частиц в пробе составит 696 штук. Очевидно, для этих и более мелких фракций представительность анализируемых проб очень хорошая. Для более крупных частиц при их малом содержании в шлаке представительность проб может значительно ухудшиться. Для капель металла с диаметром 3 мм и их содержании в шлаке 0,1 % (масс.) количество капель в пробе составит 15 штук. Для частиц угля с размером 10 мм и с содержанием в шлаке 0,1 % (масс.) их число в пробе составит 3 штуки.
В целом можно считать, что отбор проб шлака в экспериментах обеспечивал точность в пределах, удовлетворительных для прямого эксперимента на агрегате промышленного масштаба.
5.2.
Еще по теме Структура шлаковой ванны:
- Глава 5. Зональная структура шлаковой ванны
- Глава 4. Роль шлаковой ванны и свойства шлаков
- Рекомендации по совершенствованию гидродинамического режима шлаковой ванны
- 4.5. Структура суспензии при наличии на поверхности ванны «сплошного слои» HI твердых частиц
- 4.1. Влияние на структуру суспензии расхода дутья, высоты ванны, фракционного состава и общего содержания частиц в ванне
- Формирование ванны расплава в реакторе
- Влияние параметров гидродинамического режима ванны на эффективность вовлечения твердых частиц в барботажные столбы
- 4.2. Влияние параметров гидродинамического режима ванны на зффек- тивность вовлечения твердых частиц в барботажные столбы
- Глава 18. Методика расчета материального и теплового баланса газификации угля в шлаковом расплаве
- Теплообмен ванны с охлаждаемыми элементами, расположенными ниже уровня шлака
- Глава 22. Сравнительная оценка газификации угля в шлаковом расплаве с традиционной угольной энергетикой
- В. Ю. МАРТИ РЫБОЗАСОЛОЧНЫЕ ВАННЫ ТИРИТАКИ