Г.А.ВОЗНЕСЕНСКАЯ ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДРВМ5РУСОЁИХ НОЖЕЙ В ПЕРВОЙ ПОЛОВИНЕ ХШ в.
Установлены основте технологические схемы изготовления ножей: цельножеяезные и цельностальные клинки, клинки с наварными лезвиями, клинки с цементмроважым лезвием и из пакетного металла, ножи с демаскированным клинком и наварным стальным лезвием.
Применение простых технологических схем кузнецами Изяславля отражает не только древнюю производственную традицию, но и особенности небольшого городка, в котором большинство население составляли вмиы-чфофес- сионалы, тесно связанные с сельским хозяйством.Массовое металлографическое изучение кузнечной продукции из городских центров Древней Руси в последние годы позволило исследователям говорить о том, что в кузнечном производстве городов русского Севера и южнорусских вполне олределемю выступает своеобразие технологических традиций.
В кузнечном ремесле южнорусских земель сохраняются древние технологические традиции вплоть до татаро-монгольского нашествия. Общая тенденция к простоте технологических решений выражается прежде всего в значительной доле целъножелезных и © Г. А. Вознесенская, 1990
ISBN 5-12-002523-4 Проблемы археологии Южной Руси. Киев, 1990 83
і
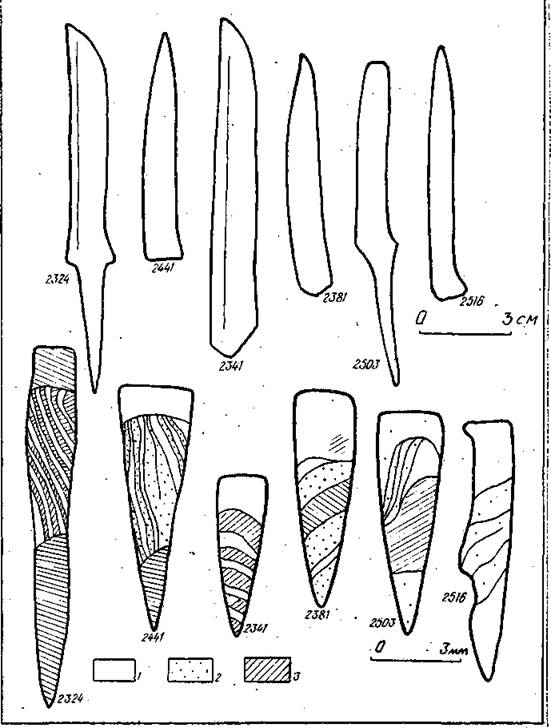
Рис. 1. Технологическая схема изготовления ножей с клинком из сварочного Дамаска. 1 железо, 2 - мягкая сталь, 3 — закаленная сталь.
цельностальных изделий. В качестве основных технологических приемов, направленных на улучшение рабочих качеств орудии труда, сохраняет свое значение цементация и за* калка, используется наварка стальных лезвий. Своеобразие технологических традиций в кузнечном производстве северо*западных земель выражается в широком освоении сварочных конструкций из железа и стали и в значительной доле среди них трехслойного пакета.
Чтобы степень достоверности технологической характеристики кузнечной продукции для- определенных регионов и хронологических периодов могла приблизиться к новгородской, которая до настоящего времени служит эталоном, важно иметь представительную коллекцию изделий для технологического изучения, по возможности узко датированную.
В этом отношении богатейшая коллекция железных изделий из раскопок в с.Городище Шепетовского р-на Хмельницкой обл. (памятник известен в литературе как древнерусскйй город Изяславль) исключительно благоприятна для изучения1. Здесь имеются все виды кузнечной продукции, встречаемые в древнерусских городах: 84все категории вещей представлены многочисленными устойчивыми сериями. Время существования города очень непродолжительно — первая половина XIII в.2
Настоящая работа представляет итоги технологического изучения коллекции хозяйственных ножей. Металлографически исследованы 225 экземпляров из 1358 сохранившихся к настоящему времени клинков. Шлиф приготовлялся на полном поперечном сечении клинка. Микроскопическое исследование проб проводилось на металломикроско- пе МИМ-7, измерение микротвердости - на микротвердомере ПМТ-3 с нагрузкой 100 г.
Установлено, чго изяславльские ножи изготовлены с применением шести технологических схем: цельножелезные и цельностальные клинки, клинки с наварными лезвиями, клинки с цементированным лезвием и из пакетного металла, ножи с демаскированным клинком и наварным стальным лезвием. Предлагаем их технологическую характеристику (рис. 1).
НОЖИ С ЦЕЛЬНОЖЕЛЕЗНЫМИ КЛИНКАМИ - 72 ЭКЗ.
Клинки ножей откованы целиком из кричного железа, содержащего шлаковые включения, нередко со следами незначительной науглероженности. Микротвердость феррита колеблется в значительных пределах, иногда даже на одном клинке. В этой группе 13 клинков имеют микротвердость феррита от 170 до 206 кг/мм2, 29 — от 206 до 254 кг/мм2, 30 — от 254 до 322 — 350 кг/мм2. В клинке ножа (ан. 2326) отмечены включения длинных игл нитридов.
' На цельножелезных клинках отсутствуют технологические операции, которые ведут к повышению рабочих качеств орудий труда,
НОЖИ С ЦЕЛЬНОСТАЛЬНЫМИ КЛИНКАМИ - 69 ЭКЗ.
Эту группу можно разбить на три подгруппы.
Первая: 16 ножей откованы из мягкой сырцовой стали с неравномерным содержанием и распределением углерода.
Микроструктура этих клинков ферритная или феррито-перлитная, содержание углерода колеблется от 0,1—0,2 до 0,4—0,5 %. Они или не термообработаны, или не восприняли термообработку.Вторая: 33 ножа — откованы из сырцовой стали с неравномерным содержанием и распределением углерода и термообработаны (закалены или закалены с отпуском). Отпуск иногда высокий, однако трудно сказать, целенаправленный он или случайный (в огне пожара?). Микроструктура клинков неоднородна: зоны, наиболее богатые углеродом мартенситные, мартенсито-трооститные (микротвердость колеблется в пределах 350—824 мг/мм2), мелкодисперсные феррито-перлитные (микротвердость 254— 350 кг/мм2). Есть участки феррита, феррита со следами перлита (микротвердость 170/297 кг/мм2).
Третья: 20 ножей откованы целиком из высокоуглеродистой стали более однородного строения. Все изделия термообработаны: как правило закалены на мартенсит (микроструктуры мартенсита, мартенсита с трооститом}. Микротвердость структур закалки в большинстве клинков от 464 до 642 кг/мм2, в некоторых — достигает 724- 946 кг/мм2. Один нож имеет структуру высокого отпуска (глобулярный перчит) - ан. 2498.
НОЖИ СЦЕМЕНТИРОВАННЫМИ КЛИНКАМИ - 7 ЭКЗ.
Лезвие клинков подвергалось химико-термической обработке - цементации (науглероживанию) — для получения стальной режущей кромки. У шести ножей (ан. 2339, 2385, 2390, 2391, 2470) цементированные клинки закалены на мартенсит. В этом случае целенаправленную цементацию лезвия устанавливают по целесообразному расположению науглероженных зон и по убыванию микротвердости мартенсита от острия лезвия к центру или обушку клинка: от 946 до 420 (ан. 2470), от 514 до 420 (ан. 2391), от 1530 до 350 (ан. 2390). В одном случае (ан.2476) клинок не имеет следов термообработки, на острие содержание углерода 0,7-0,8, к середине клинка постепенно убывает до чистого феррита.
НОЖИ С НАВАРНЫМ ЛЕЗВИЕМ - 66 ЭКЗ.
Ножи, клинки которых откованы из кричного железа и имеют стальное наварное лезвие, демонстрируют высокое качество конструкционной сварки железа со сталью.
При микроскопическом исследовании сварочные швы прослеживаются очень четко в виде тонкой и чистой белой полоски. Всего три клинка имеют не четко выраженный сварочный шов, который прослеживается по цепочке шлаковых включений (ан. 2430, 2447, 2455). Практически все клинки со стальными лезвиями, наваренными вторец на железную основу. Только в двух случаях (ан. 2360, 2366) можно говорить о косой боковой наварке стального лезвия. Как правило, стальная наварка-лезвие располагается на самом острие клинка или занимает 1/6 — 1/4 ширины клинка. Но иногда наварка занимает 1/2 (ан. 2316, 2331, 2337, 2364,2430, 2434, 2455, 2461, 2468, 2493, 2512) ширины клинка. Несколько экземпляров ножей имеют У-образную форму сварочного шва (ан. 2322, 2365, 2367, 2383, 2490, 2518).Основа клинка ножей ковалась, как правило, из кричного железа. Микротвердость феррита обычно колеблется в пределах 160—193 кг/мм2,206—254—274 кг/мм2. Иногда встречаются клинки, где микротвердосгь феррита превышает 300 ед.: 322—350 кг/мм2 (ан" 2320, 2343, 2355, 2384, 2412, 2489, 2434, 2400).
Наварные полосы-лезвия из высокоуглеродистой цементированной стали. Практически все клинки закалены на мартенсит. Микротвердость мартенситных структур в пределах 420-724 кг/мм2, иногда достигает 946—1100 кг/мм2. Изредка значительные колебания микротвердости встречаются и на одном клинке, что, несомненно, свидетельствует о неравномерности содержания углерода в стальной полосе. Всего несколько ножей (ан. 2315, 2360, 2400, 2417, 2461, 2488) имеют структуру отжига или высокого отпуска: феррито-перлитную с глобулярным строением перлита.
НОЖИ С КЛИНКОМ ИЗ ПАКЕТНОГО МЕТАЛЛА - 5 ЭКЗ.
Ножи откованы из заготовок, полученных пакетированием исходного металла. Слоистые пакетные структуры этих заготовок — результат специальной обработки сырья ковкой и сваркой металла. В рассматриваемой коллекции два клинка (ан. 2382,2502) двухслойной структуры: полоса-заготовка скована из двух полос — железной и стальной.
На лезвие выходит сталь. Клинки термообработаны.Два клинка (ан. -2388, 2481) откованы из пакетированной заготовки, где чередуются полосы кричного железа и малоуглеродистой стали. В клинке (ан. 2388) с одного бока идет полоса высокоуглеродистой стали, этот нож закален.
Нож (ан. 2333) имеет клинок из пакетированной стальной заготовки. Сталь высокоуглеродистая, клинок закален.
НОЖИ С ЗАМАСКИРОВАННЫМ КЛИНКОМ И НАВАРНЫМ СТАЛЬНЫМ ЛЕЗВИЕМ - 6 ЭКЗ.
Это группа ножей представлена первоклассными изделиями и демонстрирует совершенное владение техникой кузнечной сварки. Полоса сварочной стали идет обычно вдоль клинка в срединной его части.
По мнению исследователей, сварочный Дамаск является попыткой имитации булатной стали путем подбора в блок стальных и железных полос, кузнечной сварки их в монолит и специальной пластической обработки (скручивания, сплетения и тл.) для получения различных видов узора (Б.Ной манн, А.Франс Ланор, £.Плейнер, А.Антейн, Е.Пяс- ковский и др.).
В исследованной группе ножей с дамаскированным клинком из Изяславля четыре экземпляра представляют простой строчечный узор (ан. 2341, 2381, 2503, 2516). Спинка клинка (ан. 2341) из высокофосфористого железа, микротвердость 322-383 кг/мм2. Далее идет демаскированная вставка из железной и стальной полосок, перевитых и сваренных. Железо высокофосдористое, микротвердость 350—383 кг/мм2, сталь среднеуглеродистая. Структура мартенсита, перлита сорбитообразного, микротвердость 350— 86 ■ *
420 кг/мм2 . На острие — стальная наварка-лезвие (мартенсит, микротвердость 420 кг/мм2). Все сварные соединения прочные: сварочные швы тонкие, чистые. Клинок закален.
Клинок (ан. 2381) аналогичной схемы. Спинка — из обычного кричного железа со следами слабой науглероженности, большим количеством мелких включений шлаков, микротвердость 206 кг/мм2. Далее идет дамаскированная вставка из железных и стальных полосок, перевитых и сваренных.
Железо высбкофосфористое, микротвердость 297—322 кг/мм2 . Полоски стали с разным содержанием углерода: одна с мелкодисперсной феррито-перлитной структурой, микротве-рдость 322 кг/мм2, другая — с мар- тенсито-трооститной структурой, микротвердость 572 кг/мм2. Стальное наварное лезвие имеет мелкодисперсную феррито-перлитную структуру, микротвердость 221 — 254 кг/мм2. Сварочные швы четкие, тонкие и чистые. Клинок закален.Клинок (ан. 2503) имеет спинку из обычного кричного железа, слабонауглерожен- ного, микротвердость 193—206 кг/мм2. Далее демаскированная вставка из полосок обычного кричного железа и среднеуглеродистой стали, сваренных и перевитых. Структура стальной полосы — крупноигольчатый мартенсит, микротвердость 322—350 кг/мм2. Лезвие, приваренное к демаскированной вставке, из слабонауглероженного кричного железа, микротвердость 193 кг/мм2. Сварочные швы четкие, чистые. Клинок закален.
Клинок (ан. 2516) имеет спинку из обычного кричного мелкозернистого железа, микротвердость 221 кг/мм2. Дамаскированная вставка представляет собой сваренные и перевитые полосы слабонауглероженного железа, микротвердость 206—236 кг/мм2 с большим количеством шлаковых включений.'Лезвие, приваренное вторец к демаскированной полосе, из высокофосфористого железа, микротвердость 254—274 кг/мм2.
Два ножа (ан. 2324, 2441) той же в принципе технологической схемы, но с более сложным строением демаскированной вставки, что должно привести и к более сложному узору кг поверхности.
Клинок (ан. 2324): спинка из высокоуглеродистой стали, структура мартенсита, микротвердость 464—572 кг/мм2. Далее дамаскированная вставка из сваренных и перевитых железных и стальных полосок, строго чередующихся. Железо высокофосфористое, микротвердость 274—322 кг/мм2. Стальные полоски: структура мартенсита, микротвердость 383—464 кг/мм2. Вторец к дамаскированной вставке приварена полоса — лезвие из высокоуглеродистой стали, структура мартенсита, микротвердость 514— 572 кг/мм2. Сварочные швы четкие, тонкие, чистые. Клинок закален.
Клинок (ан. 2441): спинка из высокофосфористого железа, микро твердость 350 кг/мм2. Далее дамаскированная вставка из. сваренных и перевитых железных и стальных полосок, строго чередующихся. Железо высокофосфористое, микротвердость 350 кг/мм2. Сталь мягкая, структура мелкодисперсная феррито-перлитная, микротвердость 236—254 кг/мм2. Вторец к дамаскированной вставке приварена стальная полоса-лезвие, микроструктура мелкоигольчатого мартенсита, микротвердость 724 кг/мм2
Процентное соотношение технологических схем в группе изученных ножей таково: цельно железных клинков — 32, цельностальных клинков — 31, с наварным стальным лезвием — 29,5, с цементированным клинком — 3, клинки из пакетного металла — 2, ножи с узорчатым дамаскированным клинком — 2,5. Как видим, более половины клинков простейшей технологии изготовления, третья часть представлена наиболее прогрессивной технологической схемой. Заметна доля инструментов, выполненных с применением архаичных технологических приемов (цементации, пакетирования сырья).
Технологическая характеристика ножей Изяславля вполне соотносится с предложенной технологической характеристикой кузнечной продукции южнорусских городских центров, о своеобразии которой говорилось выше. С некоторыми различиями, вызванными функциональным назначением инструмента, этой характеристике в целом соответствует также исследованная коллекция жатвенных орудий труда (серпов и кос) из Изяславля (материал опубл.: Археологія. — 1989. — Вип. 3).
Ножи — наиболее массовая категория изделий среди кузнечной продукции. Их качество и технология изготовления наилучшим образом свидетельствуют о технологическом уровне развития кузнечного ремесла в целом и об определенной организации этого производства. На материалах Новгородской коллекции Б .Колчин установил хронологическую последовательность в изменении технологии изготовления древнерусских ножей. Он показал, что изменения в первую очередь связаИы с экономическими причина- 87 .ии. Развитие экономики и расширение рынка сбыта ремесленной продукции вело к удешевлению изделия путем упрощения технологии изготовления3. Дальнейшее изучение технологии производства ножей в Новгороде подтвердило общую схему сменяемости технологии, уточнив ее в деталях4.
- Кузнечная продукция Изяславля отражает только один этап в динамике технологического развития, когда в древнерусском кузнечестве преобладает технология наварки стального лезвия на железный клинок.
Для XII—XIII вв. эта прогрессивная технология безусловно господствует при изготовлении ножей в Новгороде5, Белоозере6, Изборске7. Богатый аналитический материал, хорошо представленный М.Ф.Гуриным в его монографии о кузнечном ремесле Полоцкой Земли8, показывает, что более 70 % хозяйственных ножей XII—XIII вв. с наварными стальными лезвиями. Следовательно, развитие кузнечной технологии в этом регионе шло в традициях, характерных для кузнечного производства северорусских земель
Наиболее реальное соотношение технологических схем в кузнечном производстве южнорусских земель конца XII — первой половины XIII в. отражают аналитические данные по йзяславлю, где кузнецы-ножевщики изготовляли 1/3 клинков с наварными стальными лезвиями (29,5 %). В XI—XIII вв. наблюдается довольно близкая картина в Киеве — ножей с наварными лезвиями среди клинков около 24 %9, а также в Старой Рязани, где для ножей XI—XIII вв. доля клинков с наварными лезвиями (наварка торцовая и косая) составляет 27 %10.
По мнению Л.С .Розановой, металлографически изучившей 30 кузнечных изделий XII—XIII вв. из Смоленска, технологическая традиция кузнечного производства ’’обнаруживает преемственность с кузнечной обработкой южнорусских земель”11.
Технологическая характеристика кузнечной продукции Чернигово-Северской земли отражает общие тенденции южнорусского кузнечною производства, но среди ножей XI—XIII вв. доля клинков с наварными лезвиями возрастает до 40 %12. В древнерусском Серенске, на крайнем северо-востоке Черниговского княжества, ножи с наварным лезвием составляли 37 % от всех исследованных древнерусских (XII—XIII вв.)13. На городище Слободка, другом древнерусском городе земли вятичей, технология кузнечного" ремесла развивалась в традициях, сложившихся в южнорусских землях14. Л.С.Роза- нова отмечает, что при изготовлении ножей преобладает технология наварки — 2/3 от исследованных клинков15.
Кузнецы древнего Изяславля использовали при изготовлении ножей простые технологические схемы. В этом отражается не только древняя производственная традиция, но и особенности именно этого небольшого города, в котором большинство населения составляли воины-профессионалы, тесно связанные с сельским хозяйством. Усилия местных ремесленников направлены прежде в.сего на обеспечение жителей крепости орудиями труда и предметами повседневного быта. А.А.Пескова отмечает отдельные черты вотчинного ремесла в местном ювелирном производстве, а ремесло в целом, считает она, характеризуется сочетанием работы на заказ и серийностью производства изделий массового спроса16. Условия крупного торгово-ремесленного города, каким был Новгород в ХП-ХІІІ вв., диктуют применение подвижной и рациональной технологии, направленной на постоянный рост массового производства для широкого рынка сбыта. Это предполагает социальную организацию производства, где преобладает дифференцированное и специализированное свободное городское ремесло.
Вершина ручной кузнечной техники — клинки из сварочного Дамаска. Впервые техника дамаскирования выявлена на клинках римских мечей 1—II вв. н.э. Полоса дамасского узора обнаруживается вдоль всей длины клинка, в той части, где проходит дол. Весь клинок целиком, как и лезвие, никогда из дамасской стали не изготовлялся. Полосу дамасского узора образуют прутки стали и железа, определенным образом сваренные и скрученные. Эта полоса имеет прежде всего декоративное назначение. Своего расцвета изготовление таких мечей достигло в эпоху Каролингов, а в XI в. они почти полностью исчезли. По мнению многих исследователей, мечи с клинками из сварочной дамасской стали изготовлялись в производственных центрах Рейнской области, где богатые традиции римского времени непрерывно продолжались в средневековье17.
Ножи, клинки которых имеют узорчатую полосу сварочного Дамаска изготовлялись таким же способом, как и кликки мечей. Р.Плейнер полагает, что временем появления подобных ножей можно считать конец VII — начало VIII в. Во всяком случае, два 88
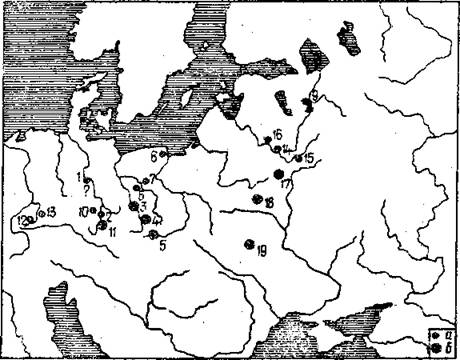
Рис. 4. Распространение средневековых ножей с клинком из сварочного Дамаска (1-13, по Р.Плейнеру).
I — Дессау-Мозигкау, 2 - Лаховице, 3 — Вроцлав, 4 - Ополе, 5 - Краков, б - Познань, 7 - Бискупин, 8 - Гданьск, 9 - Новгород, 10 - Мутеевице,
II — Градиштко-Секаяка, 12 - Зиндельфинген, 13 — Укгсррегенбах, 14 —
Полоцк, 15 - Витебск, 16 — Масковичи, 17 -г Лукомль, 18 — Минск, 19 —
Изяславль.
а — один нож, в — несколько ножей.
клинка из славянского, поселения Дессау — Мозигкау в Германии он относится к тахой категории клинков18.
Разбирая вопрос о появлении ножей со сварочным Дамаском в Европе, Р.Плейнер к моменту публикации своей работы в 1979 г. насчитал их 35 экземпляров: на территории Силезии, Чехии, Польши и один далеко на северо-востоке, в Новгороде Великом. Наиболее ранний из них — нож из Лаховид X в. Известны Ножи XI—XII вв., но классическим временем их производство следует считать XIII в.19
При металлографическом изучении огромной серии древнерусских ножей (455 экз.) из Полоцкой земли М.ФТурин выявил среди них восемь клинком со сварочным дамасском: в Полоцке и Витебске по одному экземпляру, в Минске — три, Лукомле — два, Масковичах - один. Из них четыре клинка датируются XII в., четыре — XIII в.20
И, наконец, описанная нами серия ножей (6 экз.) из Изяславля, узко датированная (как и сам памятник) рубежом XII—XIII вв. — 1240 г.
Среди продукции кузнецов-ножевщиков клинки со сварочным Дамаском — самые редкостные и дорогие экземпляры. Их производство технически очень сложное и трудоемкое. Мастер должен иметь соответствующие материалы — мягкую и твердую углеродистую сталь, мягкое и твердое (богатое фосфором) железо, — знать и уметь определять их качество. Приготовление собственно узорчатой части требовало высококвалифицированной работы по сварке в пруток (брусок) пучка перевитых железных и стальных полос. Р.Плейнер считает, что при изготовлении классического трехчастного дамас- ки ров энного ножа использовалось до 20 операций, т.е. в три-четыре раза больше, чем при изготовлении обычного клинка21. Если же мастер использовал добавочные прокладки высокофосфористого железа или сдваивал дамаскированную часть, примером тому служат ножи из Вроцлава, то изготовление ножа было еще более трудоемким22. Вероятно, такой вид изделий ножевщики могли изготовлять на заказ23. К такого рода клинкам, несомненно, можно отнести два ножа из Изяславля (ан. 2324, 2441), нож из Витебска, нож из Минска, датируемые XIII в.
Наименее ясен вопрос о центрах изготовления ножей с дамаскированным клинком, хотя каждый исследователь не исключает местного производства в тех пунктах, где таких клинков найдено по несколько штук.
А.Мазур и Э.Носек, исследуя семь памаскированных ножей кз Вроцлава (ХІП в.), указывают на возможность местного производства высококвалифицированными куэ- яецами-ножевщиками. Однако в отношении двух клинков из этой коллекции они полагают, что для их изготовления использована привозная сталь либо сами ножи импортированы в готовом виде. Основа для такого предположения — спектральный анализ, показавший высокий процент содержания никеля — 0,11 и 0,12 %. Третий, предположительно импортированный клинок, имеет оригинальный внешний вид и технику изготовления, а сталь отличается повышенным содержанием меди и цинка24.
Е.ЇІЯСКОВСКИЙ исследовал шесть ножей с демаскированным клинком из замка Ва- вель в Кракове (ХИ—ХШ вв.), из Гданьска (ХШ—XIVвв.) „из Бискупина (XII—XIII вв.) и пришел к выводу, что вавельские и гданьские ножи изготовлены вне территории Польши25.
Р.Плейнер считает, что местонахождение производственных центров, где изготовлялись ножи со сварочным Дамаском, остается неизвестным. Но допускает возможность местного производства в монастырском городке HradiStka-Sekanka (XIII в.) с ярко выраженной кузнечной деятельностью, где найдено семь демаскированных клинков. Это вполне справедливо, пишет он, если принять во внимание сведения некоторых письменных документов XIV в. о высоком уровне чешского производства ножей26
Теперь постараемся разобраться с восточноевропейскими находками. М.Ф.Гурин считает, что кузнецы Полоцкой земли владели технологией изготовления изделий из узорчатого сварочного Дамаска, ”Их местное производство подтверждается находками аналогичных экземпляров с незавершенным циклом обработки”27. Однако ’’незавершенные” ножи представлены всего одним экземпляром из Минска, с весьма невыразительной узорчатой частью, и сам автор называет предмет полуфабрикатом, основу которого составляет всевдопакетяая заготовка. Это единственное ’’доказательство” изготовления демаскированных клинков местными кузнецами. М.Ф.Гуриным проведена интересная работа по изучению трехполосных ножей из Полоцкой земли на основе рентгеноспектрального анализа, где особое внимание- было сосредоточено на установлении концентрации никеля и марганца в железных и стальных полосах пакетов. Автор достаточно убедительно обосновал мнение об использовании в Полоцкой земле привозной стали, возможно, из Скандинавии и Центральной Европы. Разрабатывая вопрос о торговых связях Полоцкой земли, М.ФТурин обращает внимание на устойчивые торговые связи Полоцка с Ригой, Любеком, о-вом Готланд* ,в частности на импорт на территорию княжества металлического сырья[11]. К сожалению, М.Ф.Гурин не счел возможным проработать версию о привозном характере ножей с клинком из узорчатой стали. Может быть, этому мешала ошибочная посылка автора о ’’широком внедрении узорчатых схем”[12] в технику кузнечного дела? Еще раз наломим, что эти изделия редкие, дорогие, исполнявшиеся скорее всего на заказ (’’авторские”, говоря современным языком). В Центральной и Восточной Европе их известно всего около 50 экземпляров на многие тысячи средневековых ножей[13].
Что касается группы изяславльских ножей с клинком из сварочного Дамаска, то нет прямых доказательств ни местного, ни привозного их происхождения, поэтому можно принять во внимание только соображения общего порядка. Существенно, что основную массу населения этого городка составляли воины-профессионалы, занимавшиеся сельским хозяйством. Ни одного производственного комплекса на памятнике не открыто, поэтому причислить его к ремесленным центрам, подобно упоминавшему Hradistka— Sekanka в Средней Богемии, нельзя. Местные кузнецы обеспечивали, вероятно, потребности только крепости и окрестного населения31.. При том, что 2/3 кузнечных изделий Изяславля изготовлены по простейшей технологии, нельзя говорить о высокой квалификации и специализации з кузнечном производстве. То же самое, на основании качества изделий местных ювелиров, заключает А.А.Пескова относительно ювелирного дела. Яри такой общей характеристике поселения и его ремесленного производства практически исключается возможность глестного изготовления дамаскированных клинков.
В то же время, нельзя не отметить, что в обширнейшей коллекции находок в Изя- славле заметное место занимают импортные вещи, в том числе произведения романского художественного ремесла. В.П.Даркевдч, картографируя предметы импорта XII-
XIII вв., установил основные направления торговых путей, пересекавших Европу с запада на восток. Иэяславль он называет в числе городов, через которые шел один из торговых путей из Западной Европы через Владимир-Волынский на Киев32. Этими путями, вероятно, попадали на Русь ножи с узорчатыми лезвиями — прекрасные произведения кузнечного искусства.
1 Вознесенская Г.А., Толочко П.П. Кузнечное ремесло // Новое в археологии Киева. - Киев, 1981. - С.267-284; Вознесенская ГА., Коваленко В.П. О технике кузнечного производства в городах Чернигово-Северской земли // Земли Южной Руси в ХІ-ХГО вв. — Киев, 1985. — С;95- 109; Вознесенская ГА. Технология кузнечного производства на древнерусском поселении в с.Шестовица // Чернигов и его округа в IX—ХЩ вв.: Тез. док. - Чернигов, 1988. - С.55-57; Розанова Л.С. Технологические особенности в кузнечном производстве северо- и южнорусских городов//Тамже.- С.57-59.
2 Пескова А.А. Древний Изяславль // КСИА. - 1980. - Вып. 164. - С.66—73; Миролюбов МА. Древнерусский город Изяславль. - Л., 1983. - С.63; Пескова А.А. Древнерусский город Изяславль ХІІ-ХІП в.: Автореф.... канд. ист. наук. - Л., 1988. - С.12-17.
3 Колчин БА. Железообрабатывающее ремесло Новгорода Великого. — МИА. — 1959. - № 65. - С.54—55.
4 Розанова Л.С., Завьялов В.И. Предварительные итоги изучения технологии производства ножей в Новгороде Ц Культура и история средневековой Руси : Тез. конф., посвящ. 85-летию А.В.Ар- циховского. - М., 1987. - С.38—40.
Колчин БА. Железообрабатывающее ремесло... — С.50-55.
6 Голубева Л.А. Весь и славяне на Белом озере в X—ХНІ вв. - М., 1973. — С.124.
7 Хомутова Л.С. Первые итоги технологического исследования кузнечной продукции Изборско- . го городища // Археология и история Пскова и Псковской земли : Тез. докл. - Псков, 1983. -
С.30-31.
Гурин М.Ф. Кузнечное ремесло Полоцкой земли ІХ-ХІП вв. - Минск, 1987. - С.26-55.
* Вознесенская Г А., Толочко П.П. Указ. соч. - С.267-284.
Толмачева ММ. Технология кузнечного ремесла Старой Рязани. - СА. -1983. - № 1. - С.250-251. Розанова Л. С. Технологические особенности... - С.59.
12 Вознесенская ГА., Коваленко В.П. О технике кузнечного производства в городах Чернигово- Северской земли... - С.95-109.
13 Хомутова Л.С. Техника кузнечного ремесла в древнерусском городе Сереиске. - СА. - 1973. - № 2. - С.217.
1 Розанова Л.С. Изучение технологии железных изделий // Никольская Т.Н. Городище Слободка ХП-ХШвв. - М., 1987. - С.152-161.
Там же. - С.155.
* Пескова А.А. Древнерусский город Изяславль ХИ-ХШ вв. - С14-17.
17 Pleiner R. Stare evropske kovavstvL - Praha, 1962. - S.234,279-280; Антейн A.K. Дамасская сталь в странах бассейна Балтийского моря. — Рига, 1973. — С.21-22; Pleiner R. Eisenschmiede im friimittelalterlichen Zentraleuropa // Fruhmittelalterforschung der Universitat Munster. - Berlin; New- York, 1975. Bd 9. - S.79-92.
18 Pleiner R. Metallkundliche Untersuchungen der Messerklingen von der fruhslawischen Siedlung in Dessau - Mosigkau // Deuntsche Academie der Wissenschaften zu Berlin: Schriften der Sektion fiir vor- und Fruhgeschichte. - Dessau-Mosigkau. Berlin, 1967. - Bd 22. - S. 175-189; Pleiner R. Kvyvoji slovanske nozirske' techniky v Cechah ff Archeologiche rozgledy. - 1973. - 21, 3. - S.249-254.
Pleiner R. Kvyvoji siovanske nozirsk^ techniky... S.249- 251.
30 Гурин М.Ф. Кузнечное ремесло Полоцкой земли DC-ХІПвв. -С.29-31.
2* Pleiner R. К vyvoji slovanske nozivske techniky v Cechah. - S.253.
Mazur A., Nosek E. Wczesnosrednioweczne note dziewerowane z Wroclawia // Kwartalnik Histori Nauki і technikt - Rok XVII. - N 2. - Warszawa, 1972. - S.291-303.
Pleiner R. К vyvoji slovanske nozirrske tehniky v Gechah. — 253.
Mazur A., Nosek E. Wczesnosrednioweczne note dziewerowane... - S.302-303.
25 Piaskowsky J. The manufacture of medieval damascened Knives // journal of the Iron and Steel Institute. - Juli, 1964. - P.561-568.
26 Pleiner R. К vyvoli slovanske nolirske techniky v Cechah.. - S.359-360; Pleiner R. Die techik des Schmiedehandwerks im 13 Yahrhundert im Dart und in der Stadt // Geschichtswissenschaft und Archaologie : Vortrdge und Forschungen.. - 1979. - 22. - S.393-402.
Гурин М.Ф. Исследование трехполоскых ножей Полоцкой земли // Slovenska archeologia. - 1984. - 32(2); - S. 311-326. Гурин М.Ф. Кузнечное ремесло... С-Ю5-106.
28 Там же. - ООО.
29 Там же. - С.99.
30 Антейн А.К. Наконечники ножей из сварочной узорчатой (дамасской) стали в древней Прибалтике. - СА. - 1963. - № 4. - С.167-178.
Пескова А А. Древнерусский город Изяславль XV-XIII вв. — 04.
32 Древняя Русь: город, замок, село. - М., 1985. - С.397.
Еще по теме Г.А.ВОЗНЕСЕНСКАЯ ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДРВМ5РУСОЁИХ НОЖЕЙ В ПЕРВОЙ ПОЛОВИНЕ ХШ в.:
- Таблица 37. Частотные характеристики деталей погребального обряда катакомбных могильников второй половины V - первой половины VIII вв.
- Таблица 38. Результаты ошибочной классификации катакомбных могильников второй половины V - первой половины VIII вв. методом дискриминантного анализа
- 9.1. Киммерийцы в первой половине IX в. до н.э.
- 7.4. Систематизация российского законодательства в первой половине XIX в.
- Британское общество в 1950-х — первой половине 1960-х годов
- Кризис российского абсолютизма в первой половине XIX в.
- Тема 4. Российская империя в первой половине XIXв.
- Российские военные укрепления на границе Северного Казахстана в первой половине XVIII в
- 1. Восстановление государственности в первой половине XVII в.
- Тема 9. Самодержавие и реформы в России в первой половине XIX в.
- Россия в первой половине XIX в
- 5. Сравнительное правоведение в первой половине XX в.
- 13.Государственные реформы первой половины 18 в.
- 25. Словарная работа в первой половине. XX в., по 60-е гг.
- Систематизация российского законодательства в первой половине XIX в.