Требования к размерам цилиндра и штока исходя из работоспособности уплотнений
При использовании металлических уплотняющих колец ограничения на отклонения размеров внутреннего диаметра цилиндра связаны с возможными утечками газа из рабочей полости. Основную опасность представляют неконтролируемые утечки, вызванные случайными отклонениями внутренней поверхности цилиндра.
Опыт отработки автомобильных двигателей, где используются аналогичные уплотняющие (компрессионные) кольца, показывает, что прилегание кольца к стенкам цилиндра за счет упругости кольца обеспечивается, если отклонение отверстия от цилиндрической формы (эллиптичность) не превышает 0,1% от диаметра цилиндра. Кроме того, при воздействии давления происходит дополнительный разжим кольца за счет давления по его внутреннему диаметру. Если эллиптичность превышает 0,1-0,15%, то между кольцом и стенкой цилиндра возникает зазор, через который происходит утечка горячих газов. Определим суммарную площадь зазора между кольцом и цилиндром, при котором утечки не превышают 10% от номинального расхода ГГ. При рассматриваемых размерах и перепадах давления силы трения играют несущественную роль, поэтому расход можно определять из соотношения для стационарного истечения газа через отверстие при сверхкритическом перепаде (см. формулы (2.8)-(2.13)). Например, для цилиндра с внутренним диаметром 80 мм при давлении в цилиндре 130 кг/см2 и температуре газа 1800 К утечки газа с расходом 0,4 кг/с (10% от расхода 4 кг/с) происходят, если суммарная площадь зазора составляет 0,35 см2. При эллиптичности отверстия цилиндра средний зазор будет в два раза меньше максимального. В этом случае эллиптичность не должна превышать 0,26 мм. Установка двух колец позволяет увеличить эту цифру до 0,4 - 0,45 мм.Менее опасным с точки зрения прорыва газов является простое увеличение диаметра отверстия. Опыт отработки автомобильных двигателей показывает, что уплотняющие свойства колец сохраняются при увеличении диаметра цилиндра на 1,0%.
В этом случае увеличивается зазор в замке кольца, однако при использовании двух колец увеличение утечек не столь заметно. Тогда верхний допуск на размер отверстия рассматриваемого цилиндра должен составлять +0,8 мм.Приведенные выше данные справедливы, если утечки через сопряжение «шток-втулка нижней крышки цилиндра» отсутствуют. Используя станки внецентренного шлифования, можно провести шлифование наружной поверхности штока, в том числе и после сварки, в условиях крупносерийного производства. Отклонения размеров, полученных после такой операции, в 10 и более раз ниже приведенных цифр. В этом случае утечками по штоку можно пренебречь.
Если механическая обработка штока отсутствует и утечки предотвратить невозможно, то суммарную площадь зазоров необходимо распределить на оба узла. Из-за того, что диаметр штока меньше, чем цилиндра, да и обеспечить при производстве точность изготовления наружного размера легче, чем внутреннего, расход утечек в контакте «шток-втулка» может быть в 3-4 раза меньше, чем в контакте «поршень-цилиндр». В этом случае средний допуск на эллиптичность отверстия цилиндра целесообразно уменьшить до 0,250,30 мм (значение максимально допустимой эллиптичности можно оставить таким же - 0,5 мм), а средний допуск на эллиптичность штока 0,15 мм (при максимально допустимой 0,3 мм). Верхний допуск на диаметр штока +0,4 мм.
Рассмотрим тепловой режим колец в случае прорыва горячих газов. Течение в зазоре между цилиндром и кольцом при рассматриваемых зазорах турбулентное, поэтому тепловое воздействие с формальной точки зрения можно определять по такой же зависимости, как и для трубопровода катапульты (см. формулу (2.43)). В качестве характерного размера в (2.43) вместо диаметра подставляется величина удвоенного зазора 25. Однако расчеты по этой формуле дают завышенные результаты: полученные значения тепловых потоков в стенку достигают 10 кВт/см2. В этом случае кольцо, по расчету, начнет оплавляться через 0,1 с. Однако, как показывает практика, оплавление начинается значительно позже - через 0,4 с и более.
Это связано с тем, что при течении газа до кольца в зазоре между поршнем и цилиндром происходят значительные теплопотери в холодную стенку цилиндра и перед кольцом температура газа может упасть ниже температуры плавления стали. В этих случаях наибольшие следы оплавления эрозионного разрушения наблюдаются на входной кромке поршня.Рассмотрим назначение допусков на размеры штока и отверстия цилиндра в случае использования резиновых уплотнительных элементов (обтюраторов). Как показывает опыт работы таких устройств, они могут надежно уплотнять подвижное соединение, если зазор не превышает 2-3% от диаметра. Однако при этом необходимо обеспечить прочность резинового элемента.
Резиновый элемент (рис. 5.2) не должен быть срезан силами давления в зазоре. Условие прочности для элемента соблюдается, если Др5 < L[t]. Здесь [т] = 3-6 кг/см2 - допустимые напряжения резины на срез, Ар - перепад давления, 5 - толщина зазора, L - ширина элемента. При [т] = 5 кг/см2 Ар = 150 кг/см2 и 5 =1,5 мм, L = 4,5 мм.
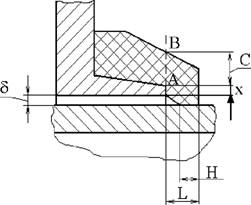
Рис. 5.2. Схема работы резиновых уплотнений
При движении поршня или штока на этот элемент действует также сила трения, которая стремится оторвать элемент по плоскости АВ. Если поверхность цилиндра покрыта тонким слоем смазки, то коэффициент трения невелик (0,1-0,3). Однако при отсутствии смазки он может достигнуть значений f = 0,8-0,9. Для уменьшения силы трения целесообразно уменьшать длину контакта H, за счет конического участка с углом в (в = 25°-30°) и вылет L. Однако при малой величине L уплотнительный элемент будет плохо работать, особенно при больших отклонениях диаметра цилиндра.
Наиболее опасной с точки зрения растягивающих напряжений является точка А. Для определения напряжений в этой точке рассмотрим силы, действующие на элемент, расположенный правее
124

пряжения растяжения для резины в зависимости от ее твердости выбирается с большим запасом в диапазоне 20-40 кг/см2.
В идеальном случае зазоры со всех сторон одинаковы и максимальный диаметр цилиндра больше минимального на 25. Однако из-за отклонений от параллельности направляющих и осей цилиндров, а также от прямолинейности штока и цилиндра на поршень и нижнюю крышку цилиндра действуют поперечные силы, что приводит к деформации резинового элемента и зазоры по разные стороны поршня оказываются существенно неодинаковыми. Поэтому уплотнение должно сохранять работоспособность, если металлический поршень прижимается к цилиндру и зазор изменяется от нуля до 2 5. Необходимо учитывать, что резиновые уплотнения, в отличие от металлических компрессионных колец, плохо переносят даже кратковременный прорыв газов: они обгорают и не обеспечивают дальнейшую герметизацию зазора.
5.3.
Еще по теме Требования к размерам цилиндра и штока исходя из работоспособности уплотнений:
- Установление состава и размера требований
- Законом установлены особые требования к возможности увеличения размера уставного капитала.
- 4.2.2. Приведение штока в рабочее положение
- 4. Проблема реализации кредитором права на подачу возражений относительно обоснованности и размера требований других кредиторов
- б) Размер выплаты. Соотношение между размером выплаты, размером вреда, страховой суммой и страховой стоимостью
- Работоспособность
- Отношение размеров услуг СЭО к МРОТ, размеру прожиточного минимума и средней заработной платы (КУ).
- Тепловые потери в силовых цилиндрах
- 3.2. Зависимость размеров зон с различными видами гистограмм от размера апертуры
- 2. Динамика работоспособности и состояния утомления
- Силовые цилиндры
- 1. Кривая работоспособности (таблица 1 и 1а)
- Уравнения, описывающие термогазодинамические процессы в силовых цилиндрах
- Работоспособность рынка
- III. Порядок определения цены договора, размера платы за содержание и ремонт жилого помещения и размера платы за коммунальные услуги,
- Критерии работоспособности и устойчивости
- Расчёт работоспособности станка
- 1.7 Анализ методов изучения процесса сгорания в цилиндре поршневого ДВС
- 484. Может ли размер процентов за пользование чужими денежными средствами, взыскиваемых на основании ст.395 ГК, быть снижен судом по основаниям, установленным ст.404 ГК для уменьшения размера ответственности должника?
- ЦИЛИНДР