Изготовление зонда
Для комплекса «УМКА - 02 G» возможно применение различных типов зондов. Ограничения накладываются только на диаметр проволоки (0,3-0,5 мм) и проводимость зонда, невозможно применение из непроводящих материалов либо сильно окисленных, с толщиной диэлектрического окисла, превышающей толщину туннельного барьера (см.
рис. 17).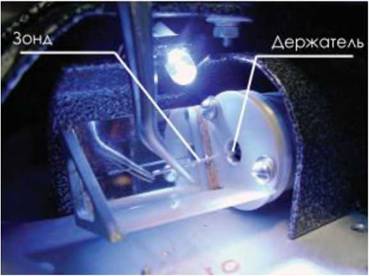
Рис. 17. Установка зонда в держатель CTM [139].
Для каждого из способов изготовления зондов подходит свой определенный материал проволоки. Важнейшими физическими и химическими характеристиками при подборе являются плотность и степень окисления. В идеале для хорошей повторяемости результатов сканирования нам необходимо плотное вещество, обладающее низкой скоростью окисления. Перечислим наиболее популярные:
• платиновые проволоки. Платина - один из самых тяжелых и самых инертных металлов. Она нерастворима в кислотах и щелочах, за исключением лишь некоторых. Плотность 21,54 г/см3, степени окисления - 4,2,0 [140].
• платиноиридиевые проволоки. Представляют собой сплав, состоящий из 90% платины и 10% иридия. Обладает большой механической прочностью, не окисляется. Плотность 21,50 г/см3[140].
• нихромовые проволоки. Представляют собой сплав, состоящий из 55 - 78% никеля, 15-23% хрома, 1,5% марганца, остальное - Fe.Нихром не окисляется при эксплуатации, обладает повышенной жаропрочностью, крипоустойчивостью, пластичностью и стабильностью формы. Плотность нихрома 8,2 — 8,5 г/см3 [140].
• вольфрамовые (отожженные) проволоки. Вольфрам является одним из наиболее тяжелых металлов и самым тугоплавким, при стандартных условиях химически стоек. Плотность 19,3 г/см3, степени окисления - 6,5,4,3,2,0 [140].
Зонды можно классифицировать по технологии изготовления:
1.
Кусаные зонды.Этот тип зондов отличает плохая повторяемость, большая вероятность наблюдения целой совокупности артефактов при сканировании: множественные острия (сдвиг части поверхности при переключении острий), различная разрешающая способность при разных направлениях сканирования, резкое изменение разрешающей способности, повышенная гидрофобность и вероятность возникновения паразитной генерации при участии пленки конденсата и т.п. Область их применения обычно ограничивается малыми и сверхмалыми областями сканирования (атомарное разрешение), демонстрацией работоспособности прибора. Для изготовления кусаных зондов требуется проволока соответствующего диаметра. Чаще всего применяется платиновая проволока или платиноиридиевая. В частности, неплохие результаты могут быть получены с нихромовой проволокой (см. рис. 18) [139].
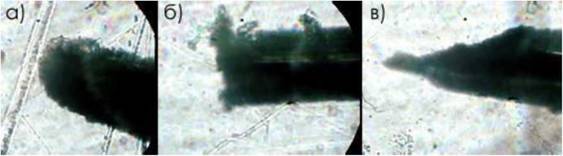
Рис. 18. Так выглядят кончики зондов, полученных из нихромовой проволоки: а) разрывом; б) срезом ножницами под прямым углом; в) срезом ножницами под острым углом [141].
Скусывание следует производить под углом («от себя»), хорошими ножницами из твердой инструментальной стали. Не рекомендуется применять инструменты типа «кусачек», т.к. они не скалывают проволоку, а пережимают ее с образованием наклепа (утолщения на конце).
Проволоку следует предварительно промыть, а лучше - отжечь для удаления слоя масла и других органических загрязнений. Ножницы также следует тщательно очистить. Недопустимо использовать для скусывания зондов ножницы, применяемые для других целей: резки бумаги, скотча, маникюрных процедур и т.п. во избежание загрязнения поверхности ножниц и иглы органической грязью.
Протирку проволоки и рабочей поверхности инструмента также следует проводить в резиновых напальчниках, протирать можно ректифицированным спиртом, желательно после дополнительной очистки (двойной - тройной перегонки).
2. Травленые зонды.
ЗАО «Концерн «Наноиндустрия» [139] в рамках нанотехнологического комплекса «YMKA-02G» также поставляет оборудование для травления зондов.
Рассмотрим на его примере способ изготовления травленых зондов. Условно всю установку можно разделить на три части (см. рис. 19):• электрохимическая часть (создание и поддержание процесса затравки) - включает в себя мерную ёмкость 50 мл, в которой будет протекать электролиз; дистиллированную воду; щелочь гидрооксид калия - KOHотожженную вольфрамовую проволоку; блок питания от 220 В/50 Гц с выходным напряжением 9 В и силой тока 1 = 1 А, микрометрический механизм подачи зонда (0,55 мм/0,25 мм/0,2 мм). Стоит отметить, что также можно использовать платиноиридиевая проволоку и раствор цианидов, вместо вольфрамовой и раствора KOH;
• контролирующая часть (наблюдение процесса затравки и контроль качества полученных зондов) - включает в себя биологический микроскоп (LlOl Series) с тремя видами увеличения и с вертикальными опорами, на которые крепятся
две «лапки»; камеру (MTV-13X1IH B&W), подсоединяемую к окуляру микроскопа; монохромный видеомонитор (Hi-Sharp).
• вспомогательная часть - весы (KinLee EpS06 - 200 г/0,01 г), стерильные ножницы и пинцет.
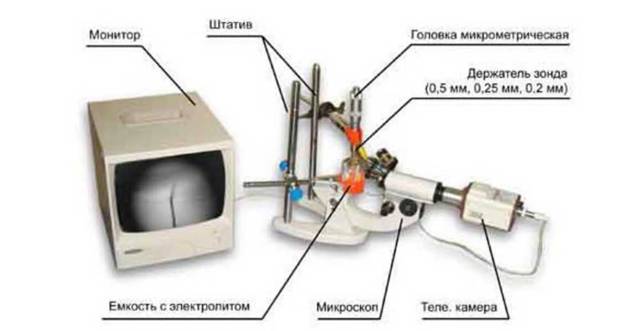
Рис. 19. Установка для заточки зондов туннельных микроскопов.
Первое, что необходимо сделать для затравки, - это нарезать чистыми стерильными ножницами необходимое количество кусков проволоки такой длины, чтобы один конец можно было закрепить в держателе, а второй опустить в раствор (1 см). Затем переходят к приготовлению раствора: на 20 мл чистой воды добавляют 4-5 граммов щелочи KOHи ждут до полного растворения вещества. Так как реакция экзотермическая, рекомендуется брать ёмкость за верхние края, иначе возможен ожог. Затем собирают полностью установку, прикладывают напряжение к зонду и свободному проводнику, опущенному в раствор, происходит явление электролиза, его можно сразу обнаружить по скоплению на одном из электродов пузырьков (кислорода), а на другом небольшое помутнение раствора (выпадение осадка).
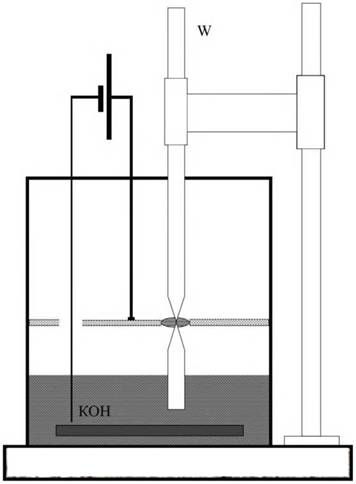
Рис.
20. Схема изготовления CTM зондов из вольфрамовой проволоки с помощью электрохимического травления.

Рис. 21. Вид зонда, используемого в работе, в десятикратном увеличении.
Далее наблюдение процесса затравки ведется по видеомонитору. Через некоторое время после начала реакции кончик вольфрамовой проволоки, опущенный в раствор, на границе раздела раствор - воздух растворится и отломится (в зависимости от диаметра зонда и напряжения блока питания, для 0,25 мм и 9 В через 15-20 мин), затем напряжение должно быть снято. Теперь верхнюю часть зонда необходимо отвести с помощью микрометрической головки и проконтролировать качество получившегося зонда на видеомониторе. В идеале хорошо заточенный зонд должен иметь острие порядка одного атома (см. рис. 21).
Вольфрамовый зонд, как уже отмечалось, имеет большую плотность, это позволяет проводить операции по модификации поверхности механическим воздействием острия (например, изготовление вмятин на золоте и т.п.). Его отличает хорошая повторяемость результатов, высокая стабильность и проработка глубокого рельефа. Но он не лишен недостатков: быстро окисляется, работа со свежеизготовленным зондом возможна в течение примерное одних суток, и поэтому для работы требуется бокс с раствором KOH и дистиллированной водой. Перед использованием зонда его поверхность следует «освежить» в растворе щелочи, после чего тщательно промыть и просушить (например, на фильтрованной бумаге).
Альтернатива вольфрамовому зонду - платиноиридиевый. Он более мягкий, но значительно более стабильный по параметрам. Стабильная поверхность зонда позволяет применять его для спектрометрических измерений (определение плотности состояний поверхности, работы выхода и т.п.). Однако применяемые для травления платины растворы цианидов являются крайне ядовитым веществами и потому требуют специальных навыков, оборудования и разрешения на работу с ядовитыми веществами.
3. Механическая заточка зондов.
Для некоторых применений возможна механическая заточка зондов. Для этого можно, например, использовать самодельную установку, состоящую из двух взаимно перпендикулярных приводов с держателями. В один из приводов закрепляется проволока зонда, в другой - абразивный (например, корундовый,
мелкозернистый) цилиндрический шлифовальный камень. При вращении получается зонд с острием необходимой формы (см. рис. 22).
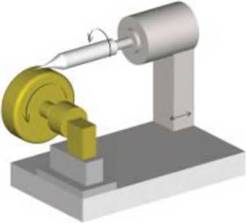
Рис. 22. Принципиальная схема механической заточки зонда.
4. Выращенные (композитные).
При наличии оборудования или специфичных задач рекомендуется применять специально подготовленные композитные зонды. Например, выращивать карбоновый «усик» на кончике травленого зонда в сканирующем электронном микроскопе (при остановке пучка электронов в одной точке и увеличении тока рост карбонового «усика» происходит из остаточного давления в камере и обычно является паразитным эффектом для электронного микроскопа). Выращенный карбоновый «усик», как правило, обладает очень высокой стабильностью, разрешающей способностью, жесткостью и проводимостью и благодаря своей геометрии (длинный тонкий жесткий «усик») способностью корректно прописывать глубокий рельеф и острые грани.
Возможны и другие, специфичные составные зонды. Например, установка на кончик зонда углеродной нанотрубки, выращенной как дополнительный слой для придания кончику зонда определенных свойств и т.п.
2.3.
Еще по теме Изготовление зонда:
- О моделировании формы зонда и механизма его взаимодействия с образцом
- Компьютерное моделирование процесса взаимодействия зонда силового туннельного микроскопа с образцом на примере системы медь (зонд) - золото (образец)
- Статья 216. Незаконное изготовление, подделка, использование или сбыт незаконно изготовленных, полученных либо поддельных марок акцизного сбора или контрольных марок
- О проведении компьютерного эксперимента по моделированию взаимодействия зонда сканирующего микроскопа с образцом и оценка размерного и температурного диапазона для штатного функционирования
- 2. Права на способ изготовления
- Незаконное изготовление оружия (ст. 223 УК РФ)
- Статья 223. Незаконное изготовление оружия
- Нарушение правил изготовления и использования пробирных клейм
- Изготовление и применение скребка
- Техника изготовления лакопротезов
- Изготовление иглы из рога
- Изготовление ножевидных пластин
- Технологические аспекты изготовления детектирующих структур на основе кристаллов
- 18.20. Незаконное изготовление оружия (ст. 223)
- Методы изготовления сегнетоэлектрических пленок
- Характеристика линз, изготовленных методом токарной обработки
- Статья 301. Ввоз, изготовление, сбыт и распространение порнографических предметов