Контроль толщины покрытий
Применялся гравиметрический метод основанный на определении массы покрытия путем взвешивания образцов на аналитических весах с оксидным покрытием и после удаления покрытия.
На образцы из алюминия марки АДО, сплавов марок АМг, Д16 размером 100x50 мм, толщиной 1,0 мм наносили вибрационное химико-механическое покрытие в течение 20 мин.
После оксидирования образцы промывались, высушивались и взвешивались на аналитических весах с точностью до четвертого знака. Затем пленка снималась с образцов при температуре 350К в растворе: кислота ортофосфорная (Н3РО4) (уд.вес.1,52) - 35 мл;ангидрид хромовый ( Сг-О3) - 20 г;
вода - 1 л.
Металл при такой обработке не растворяется. После промывки водой и высушивания образцы снова взвешивались.
По разности массы образцов после оксидирования и после снятия пленки определялась масса покрытия. Толщина покрытия определялась по формуле  где 5 - толщина покрытия, мкм; mn- масса покрытия, г; S - поверхность покрытия, см2; dy- удельный вес покрытия, г/см3.
где 5 - толщина покрытия, мкм; mn- масса покрытия, г; S - поверхность покрытия, см2; dy- удельный вес покрытия, г/см3.
В результате эксперимента получено численное значение массы пленки на 100 см2 поверхности образца, равное 0,1221г на Al, 0,1152 г на АМг, 0,1138 г на Д16, что в пересчете на толщину покрытия составило 4,884 мкм, 4,608 мкм, 4,553 мкм соответственно.
К методам, не разрушающим покрытие, может быть отнесен метод испытания пробивным напряжением. Пробивное напряжение зависит от поверхностного сопротивления,на которое, в свою очередь, влияют: способы получения оксидной пленки, подготовки поверхности под покрытие, состав сплава, пористость пленки, влажность.
Принципиальная схема измерения толщины оксидных покрытий пробивным напряжением представлена на рис.4.24.
Пробивное напряжение покрытия измеряли на образцах из листового материала марок АДО и Д16 толщиной 1,2 мм, размером 50x100 мм.
Проверку производили на пяти образцах каждой марки, по три замера на каждом образце.3
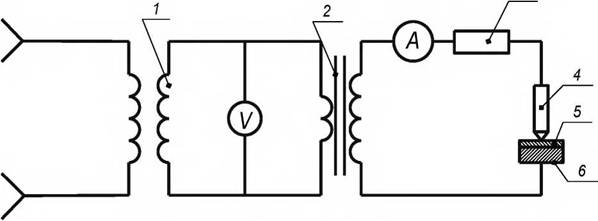
Рис.4.24. Принципиальная схема измерения толщины оксидных покрытий пробивным напряжением: 1 - регулируемый автотрансформатор; 2 - трансформатор высокого напряжения; 3 - защитное сопротивление; 4 - испытательный щуп; 5 - оксидное покрытие; 6 - основной
металл
В результате проверки толщины покрытия установлено, что при пробивном напряжении 165-170 В на алюминии марки АДО толщина покрытия составляет 5 мкм, а при 150-160 В на алюминии марки Д16 составляет 4-4,5 мкм. Несколько заниженная толщина у последнего сплава, вероятно, связана с влиянием компонентов сплава, и прежде всего меди и магния, скорость растворения которого в процессе оксидирования больше, чем у алюминия. В результате растворения возникают дополнительные поры, и сама пленка становится более тонкой и пористой, что сказывается на величине пробивного напряжения, хотя внешний вид ее не отличается от пленки, полученной на чистом алюминии.
Таким образом, 15-20 мин можно считать оптимальным временем формирования вибрационного оксидного покрытия максимальной толщины.
Выводы по главе 4
1. Сформулированы основные положения построения методологии проектирования комбинированных технологических процессов получения высокоресурсных покрытий,что позволило создать базу для разработки
технологических процессов изготовления качественных покрытий на материалах с различными исходными свойствами.
2. Рассмотрены особенности расчета и назначения технологических режимов для типовых операций,выделенных в главе 3,что дало возможность реализовать положения методологии для типовых деталей специального и общего машиностроения.
3.Обоснованы диапазоны рабочих режимов для получия высокоресурсных покрытий,что позволило обоснованно назначать параметры получения высокоресурсных покрытий с учетом свойств объектов обработки и состояния исходной поверхности материала детали.
4. Ррсккыты взаимосвязи межддпоказагелями теххологичеекиипроцеесоо и возможностями ВиХМО, включающими особенности химического и вибрационного виброударного воздействия,условий эффективного протекания механической активации материалов и сред, вызываемыми такими процессами, как упругопластическое дeφopмиpoвониe , еIиκpopиоpyшони5I, волнооое воздействие акустических и деформационных волн.
5. Обоснована возможность регулирования в широком диапзионе параметров виброударного воздействия амплитудно-частотных характеристик, энергетических и временных парзиетров, ориентационной направленности, в том числе всестороннего объёмного вибрационного воздействия.
Еще по теме Контроль толщины покрытий:
- Толщина покрытия
- 4.3.1.Влияние колебаний камеры на толщину покрытия
- Влияние временной бработки на толщину оксидного покрытия
- Влияние амплитуды колебаний на толщину окрыоля
- Какой толщины пена?
- Сущность, виды, процесс контроля как функции управления. Современные тенденции развития контроля. Особенности контроля в системе Г и М управления.
- 8. Контроль Банка России за состоянием внутреннего контроля в банках
- 39. Поняття митного контролю, його форми, терміни знаходження товарів під митним контролем.
- Контроль как функция менеджмента. Контроль в здравоохранении
- § 4. Контроль и оценка деловых контактов Понятие контроля