б.З.Средства технологического оснащения,разработанные с участием соискателя
Технологическое оснащение процессов вибрационной обработки, в том числе и нанесения вибрационных химико-механических покрытий, включает оборудование (вибрационные станки, установки, машины), инструменты (рабочие среды), дополнительные устройства (средства загрузки и разгрузки рабочей
среды, отделение деталей от рабочей среды), приспособления (закрепление и ориентация обрабатываемых деталей).
В отечественной и зарубежной практике разработан достаточно обширный типаж технологического оснащения. С учетом большого многообразия обрабатываемых деталей, их размеров и формы изготавливаются вибрационные станки с объемом рабочей камеры от 1...5 до 25000...28000 дм3. Существуют две принципиально отличные конструктивные схемы вибрационных станков: с прямоугольной формой рабочей камеры и кольцевой (торовой) или спиральной. Встречаются опытные образцы вибрационных станков, у которых форма рабочей камеры отличается от названных выше традиционных форм (щелевая, трубчатая и т.п.). Разработкой и производством оборудования для вибрационной обработки занимается ряд организаций в нашей стране и за рубежом (Россия, Германня, Франция, Великобритания. США, Италия, ЮН3, Болгария, Япония и др.). Ниже приведены описания некоторых типов вибрационных станков, наиболее широко применяемых на предприятиях России, в том числе модернизированных для нанесения комбинированных покрытий.На рис. 6.2 представлен универсальный вибрационный станок с прямоугольной формой рабочей камеры, пригодный для модернизации.

Рис. 6.2. Вибрационный станок ,выпускаемый в России
На рис.6.3 дана типовая схема вибрационного узла станка модели УВГ- 100^выпускаемого серийно для нужд авиационно-космического, транспортного и других отраслей машиностроения.
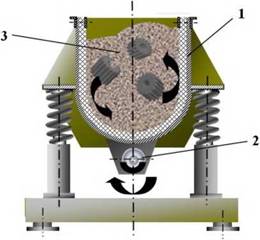
Рис.
6.3. Схема вибрационного узла станка модели УВГ-100: 1 - рабочая камера; 2 - вибратор; 3 - рабочая средаТехнические характеристики модернизированных станков, применяемых для нанесения ВиХП, представлены в табл. 6.1. Данный тип оборудования хорошо показал себя при нанесении ВиХМТП.
Таблица 6.1
Технические характеристики модернизированных вибрационных станков
| Модель | ВУ-250 | ВУ- 350 | ВУ- 850 | ВУ-1200 |
| Объем рабочей камеры, дм3 | 250 | 350 | 850 | 1200 |
| Амплитуда колебаний, мм | 0-5 | 0-6 | 0-6 | 0-6 |
| Частота колебаний, Гц | 20 и 25 | 20, 25 и 30 | 20 и 24 | 21 и 24,1 |
| Масса загрузки, кг | до 400 | 600 | до 1500 | до 1800 |
| Максимальные габариты обрабатываемых деталей, мм | до 300 | до 400 | до 2000 | до 4000 |
| У становленная мощность эл. двигателя, кВт | 4 | 13 | 17 | 17 |
| Число оборотов эл. двигателя, об./мин. | 1460 | 1460 | 1460 | 1460 |
| Габариты станка: длинахширинахвы- сота, мм | 2000x1800x1500 | 2150x1860x1500 | 3200x2100x1560 | 5200x2000x1330 |
| Масса станка, кг | 800 | 1800 | 3000 | 3500 |
Для проведения экспериментальных исследований использовались также вибрационные станки с торовой и спиральной формой рабочей камеры и вертикальным расположением оси вала вибратора,часть которых внедрена в производство.
Технологическими особенностями этих станков являются: отсутствие застойных «мертвых» зон,где комбинированные процессы затухают, возможность обработки деталей сложной конфигурации, предотвращение слипания плоских деталей при обработке и нанесении покрытий.На рис. 6.4 представлен общий вид станка с тороидальной формой рабочей камеры. Станок предназначен для получения ВиХМП и вибрационной обработки мелких и средних деталей размером до 50 см и весом до 5 кг. Конструктивные особенности этого станка представлены на рис. 6.5.

Рис. 6.4.Модернизированный вибрационный станок с тороидальной формой рабочей
камеры
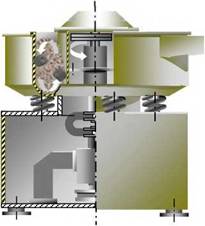
Рис. 6.5. Конструкция модернизированного вибрационного станка с тороидальной формой рабочей камеры объемом 100 л
Технические характеристики данной линейки СВТ оборудования пригодны для нанесения всех видов покрытия, однако наилучший эффект наблюдается при нанесении ВиХМЦП и ВиХМОП (табл. 6.2).
Таблица 6.2
Технические характеристики станков серии СВТ
| Модель | СВТ - 250 | СВТ - 350 | |
| Объем рабочей камеры, дм3 | 100 | 250 | 350 |
| Амплитуда колебаний, мм | 0-4 | 0 - 4 | 0 - 4 |
| Частота колебаний, Гц | 25 | 25 | 25, 30 |
| Масса загрузки (максимальная), кг | 120 | 450 | 600 |
| Максимальные габариты обрабатываемых деталей, мм | 100 | 300 | 300 |
| Установленная мощность эл. двигателя, кВт | 3,5 | 4,5 | 11 |
| Г абариты станка | 1500x1200x1300 | 2130x1130x1385 | 2850x1850x1500 |
| Масса станка, кг | 350 | 1500 | 1950 |
Для обработки мелких деталей, электротехнических изделий и нанесения ВиХМП (преимущественно на предприятиях приборостроения) находят
применение малогабаритные вибрационные станки с торовой формой рабочей камеры, настольного типа.
Объем рабочей камеры таких станков (рис.6.6) обычно составляет от 1 до 5 дм3.
Рис. 6.6. Вибрационный станок модели СВТ-10
Для эффективного осуществления технологических процессов, связанных с обработкой деталей и нанесением покрытий, помимо основного оборудования (вибрационных машин, станков, установок), используется дополнительное оснащение,учитывающее особенности проведения операций по
комбинированному ВиХМШ. В зависимости от содержания технологического процесса виды и назначение дополнительного оснащения достаточно многообразны: устройства для загрузки и разгрузки деталей, устройства для закрепления и ориентации последних в процессе обработки, устройства для разделения деталей и рабочей среды, в том числе и рабочих сред различной фракции (сепарирующие устройства), устройства для сушки обработанных деталей и сред, транспортно-ориентирующие устройства.
Использование дополнительного оснащения позволяет применять комбинированную обработку, расширить технологические возможности вибрационных процессов, в том числе ВиХМП, повысить их производительность , облегчить условия труда, улучшить экологическую обстановку на предприятиях. В ряде случаев применение приспособлений позволяет выполнять комбинированные покрытия на таких деталях, которые в других условиях
обработать на вибрационном станке невозможно: универсальные - предназначены для установки и закрепления деталей, принадлежащих одной технологической группе; специализированные - для группы близких по конфигурации деталей, имеющих сходные базовые поверхности (шкивы, диски, шестерни, пальцы и т.д.); специальные - для конкретной детали при выполнении определенной технологической операции (коленвал, корпус двигателя и т.д.).
По конструктивным признакам приспособления для вибрационного оборудования подразделяются: на кассетные, барабанного типа, типа «рама» и др.
На рис. 6.7 представлен универсальный магнитный сепаратор для перемещения металлических деталей при нанесении покрытий, смонтированный на станине, который можно переставлять от станка к станку по мере необходимости удаления деталей из рабочей среды.
Устройство хорошо подходит для отделения стальных деталей после нанесения ВиХМШД.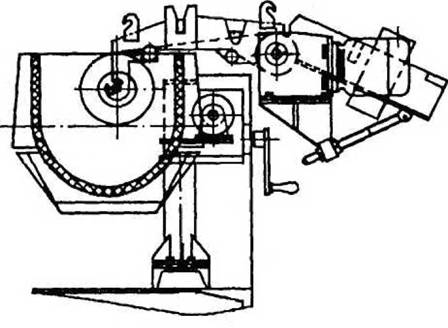
Рис. 6.7. Схема универсального магнитного сепаратора
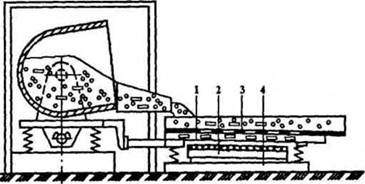
Для ВиХМП понадобилось электромагнитное устройство для отделения мелких плоских деталей от мелких частиц порошка после нанесения покрытия (рис.6.8). Оно состоит из сменного решета 3 с щелевыми пазами, жестко
соединенного штоком с виброплощадкой станка BM-2x50, электромагнита 1 и лотка 2, закрепленных на основании 4. После окончания вибрационной операции обработки деталей рабочая камера поворачивается на стойках на угол 90°, и абразивный наполнитель вместе с мелкими деталями по разгрузочному лотку выгружается на вибрирующее сменное решето.

Рис.6.8. Схема электромагнитного устройства для отделения мелких плоских деталей от частиц порошка после нанесения ВиХМП
Для получения комбинированных покрытий созданы конструкции вибрационных машин, в которых детали размещаются неподвижно в специальных приспособлениях, а последние имеют возможность вращаться вокруг рабочей камеры в направлении, противоположном движению рабочей среды, что значительно увеличивает производительность процесса.
В качестве оборудования для получения ВиХМП рекомендуется использовать модернизированные вибрационные установки с горизонтальным расположением вибратора серии УВГ:
- «УВГ 4x10» - четыре камеры по 10 литров. Можно обрабатывать одновременно четыре вида деталей. Рекомендуется для мелких деталей массой 0.1-0.5 кг, небольших партий;
- «УВГ 20» - объем камеры 20 литров. Рекомендуется для нанесения покрытия на детали массой 0,1-1 кг с небольшим объемом выпуска (ключи, детали газовой аппаратуры и др.);
- «УБГ 40» - объем камеры 40 литров.
Рекомендуется для нанесения покрытия на детали массой 0,3-1,5 кг с небольшим объемом выпуска (специальные болты, гайки, скобы и др.);- «УВГ 60» - объем камеры 60 литров. Применение установок от 60 литров рабочей камеры и выше (100, 150, 200 л), можно использовать для нанесения покрытий на болты, гайки, тормозные колодки и т.д. в промышленных масштабах. Масса покрываемых деталей от 0,5-3 кг [11].
Рабочая камера таких станков изготавливается из листовой стали, облицовывается кислотостойким полиуретаном, способным выдерживать нагрузки, возникающие в процессе нанесения покрытия. Были рекомендованы режимы работы такого оборудования: амплитуда колебания 2-3 мм, частота 25-35 Гц. Рабочую камеру заполняют на 2/3 фарфоровыми шарами. Соотношение между рабочей средой и деталями 3:1. Время нанесения покрытия 45-60 мин при цеховой температуре 293-298К. Промывку следует осуществлять в холодной воде при объеме не менее 10 литров на 1 м2 поверхности детали. При необходимости хроматной обработки цинкового покрытия ис пользовать режимы: температура сушки не должна превышать 60oC, так как при более высокой температуре хроматная пленка может разрушиться. После высыхания пленки температура для нее не опасна.
Еще по теме б.З.Средства технологического оснащения,разработанные с участием соискателя:
- В данной главе приведено описание разработанных ИМК для анализа эффективности СЗИ сайтов органов власти в соответствии с методикой, разработанной в главе 3.
- а. Технологические средства
- 1.1. Смазочно-охлаждающие технологические средства для обработки металлов резанием
- ж. Технологические средства и управление правами
- 3.4.3. Технические средства и материалы, необходимые для осуществления технологического процесса
- При приобретении жилого помещенияпо договору участия в долевом строительствес привлечением кредитных средств
- Техническое оснащение
- 1.2 Технологические цели и критерии их достижения. Постановка технологической задачи ректификации нефти
- Безопасность технологических процессов ремонта и обслуживания подвижного состава, железнодорожной техники Источники опасности при проведении технологических процессов
- Современное техническое оснащение
- 13. Компоновка операций и технологического оборудования при автоматизации технологических процессов. Последовательное, параллельное и смешанное агрегатирование
- Определение места склада в логистической системе и общая направленность его технической оснащенности.
- § 3. Особенности установления оснований и условий принятия обеспечительных мер без извещения и участия ответчика (ex parte) или с извещением и участием сторон (inter partes).
- Статья 174. Принуждение к участию в забастовке или воспрепятствование участию в забастовке
- 2.3 Расчеты расхода топлива автомобилем с двигателем, оснащенным двухтопливной комбинированной системой питания