Математическая модель формирования шлакоугольной суспензии в реакторе
Для разработки рациональных и безопасных режимов газификации угля в шлаковом расплаве необходима информация о поведении угольных частиц, поступающих в ванну. Такая информация нужна в первую очередь для обеспечения оптимального содержания и фракционного состава угольных частиц в шлаке для эффективной газификации угля в барботажных столбах.
При недостаточном содержании угольных частиц в объеме барбо- тируемого кислородсодержащим дутьем шлакового расплава будет увеличиваться содержание оксидов железа в шлаке, т.е. повысится его окислительный потенциал, и создадутся условия для окисления углерода из металла. Это может привести к вскипанию ванны металла, находящейся на подине реактора. На практике в этом случае происходит неконтролируемый подъем уровня шлака в реакторе, что приводит к нарушению хода процесса.
При чрезмерном увеличении содержания угля в шлаке существенно ухудшается теплопередача от зоны дожигания к шлаковому расплаву.
Это обусловлено значительным уменьшением эффективной тепловоспринимающей поверхности шлаковой ванны из-за подавленного брыз- го- и волнообразования и из-за экранирования шлакового расплава плавающим на поверхности шлаковой ванны углем и ухудшения перемешивания. Кроме того, наличие на поверхности шлака слоя угля ухудшает условия его контакта с подаваемым в ванну окислителем.
Прямой приборный контроль содержания угольных частиц в шлаковом расплаве в настоящее время не разработан. В реальных условиях содержание угля в шлаке оценивается по косвенным признакам: составу газов и концентрации оксидов железа в шлаке. Периодически возможно и прямое измерение путем отбора проб шлака из рабочего пространства, однако, оно требует относительно длительного времени и малопригодно для управления процессом.
Эти методы контроля не обеспечивают возможности прогноза изменения содержания угля в шлаке при использовании углей с разным фракционным составом и/или изменении скорости загрузки угля в реактор.
Для прогноза структуры шлакоугольной суспензии была разработана математическая кинетическая модель расходования угольных частиц. Для оценки стационарного содержания и фракционного состава угольных частиц в шлаке при изменении входных характеристик используемого угля.
Попадая в шлак, угольные частицы за счет резкого нагрева быстро теряют влагу, происходит выход летучих компонентов. Относительно крупные угольные частицы при этом испытывают «шоковые» напряжения, приводящие к их растрескиванию. Углерод ококсованного угольного остатка участвует в восстановлении железа и других элементов из шлака, а также окисляется кислородом дутья.
Из поверхностного слоя шлаковой ванны угольные частицы могут вовлекаться турбулентными потоками в циркуляционные контуры, создаваемые в шлаковой ванне действием барботажных столбов. В зависимости от крупности частиц угля, они могут быть замешаны в шлак на определенную глубину.
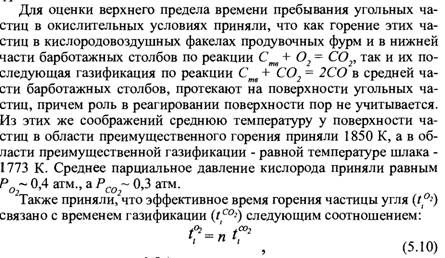
Барботируемая шлаковая ванна может быть подразделена на области, где преобладают окислительные условия (факелы барботажных фурм и барботажные столбы) и остальное реакционное пространство, где протекают восстановительные процессы. Каждой частице данной фракции исходного угля можно приписать характерные времена пребывания в окислительных и восстановительной областях шлаковой ванны, что определяет общее время существования частицы. В зависимости от характера распределения угля между этими зонами может существенно меняться эффективность технологии.
Расходование угольных частиц в шлаковом расплаве определяется многими факторами: сортом угля, температурой, свойствами шлака, интенсивностью его продувки, содержанием в дутье кислорода и другими факторами. При дальнейшем рассмотрении поведения угольных частиц мы не будем учитывать эти факторы, считая, что процесс ведется в условиях близких к оптимальным. Температура шлака изменяется незначительно, свойства шлака постоянны, дутьевой режим и расход шихтовых материалов близки к необходимым по балансу.
Изменение фракционного состава угля в шлаке происходит за счет растрескивания крупных частиц угля при их «шоковом» нагреве, при соударениях испытывающих пиролиз угольных частиц со стенками реактора и друг с другом, из-за расходования углерода коксового остатка при его реагировании со шлаком и в барботажных столбах.
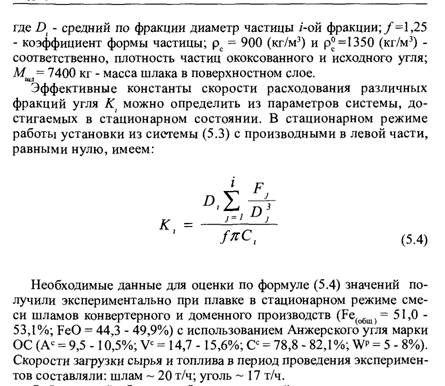
Расходование угля может быть приближенно описано как взаимодействие угольных частиц со средой по некоторой обобщенной гетерогенной реакции, эффективные константы скорости которой различ
 |
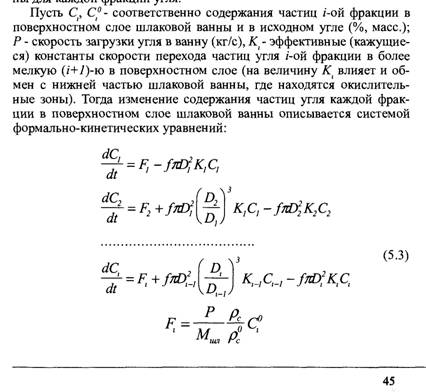 |
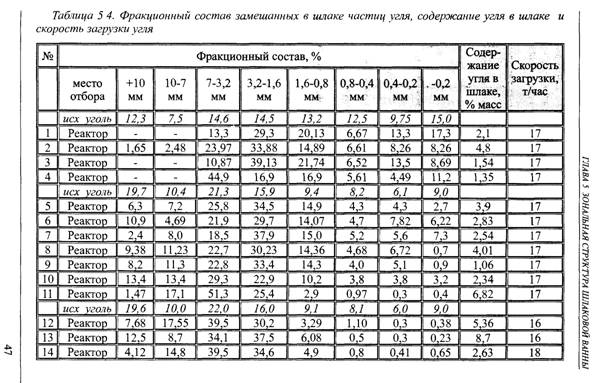
итооры и оораоотку проо шлакоугольнои суспензии из поверхностного слоя шлаковой ванны проводили на трех опытных кампаниях. Одновременно отбирали и анализировали пробы загружаемого в расплав шлака угля. Исходный и замешанный в шлак уголь рассеивали на восемь фракций. Условия работы установки на этих кампаниях были близки друг к другу.
Как видно из формулы (5.4), для расчета значений Kt необходимо экспериментально получить значения соотношений С/С® в каждом опыте.
Фракционные составы исходного и замешанного в шлаке углей (см. табл. 5.4), отличаются наиболее значительно по содержанию крупных фракций (+7 мм). Одной из причин этого может служить разрушение частиц угля при их «шоковом» нагреве после загрузки в шлаковый расплав.
 |
Приведем пример обработки данных. Определен следующий средний для приведенных в таблице 5.4 данных фракционный состав исходного угля и угля, находящегося в поверхностном слое шлака:
| Фракция угля, мм | +10 | 7,0-10 | 3,2-7,0 | 1,6-3,2 | 0,8-1,6 | 0,4-0,8 | bgcolor=white>0,2-0,4-0,2 | |
| Содержание фракции в исходном угле, % | 17,6 | 9,5 | 19,5 | 15,5 | 10,4 | 9,4 | 7,1 | 10,7 |
| Содержание фракции в шлаке, % | 0,227 | 0,336 | 1,126 | 1,132 | 0,361 | 0,113 | 0,112 | 0,122 |
Эти данные подставляли в (5.4) и получали характерное для данного момента плавки значение К.
 |
Рисунок 5 4 Характерное время пребывания угольной частицы в различных фракциях угля
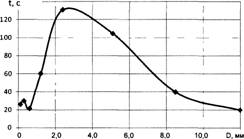
Характерные времена пребывания угольных частиц в соответствующих фракциях / представлены на рис. 5.4 (здесь и далее на графиках проекциям точек на ось абсцисс соответствуют средние по фракции диаметры частиц; расчетные точки соединены отрезками для наглядности).
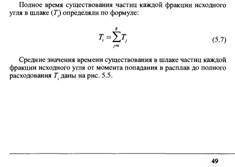
Рисунок 5 5 Время существования в шлаке частиц исходного угля различных фракций
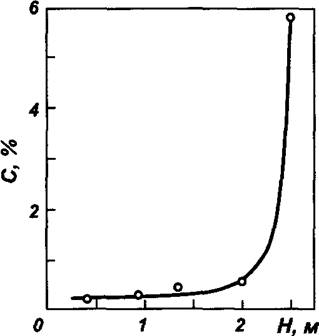
Стационарные содержания в поверхностном слое шлака угольных частиц соответствующих фракций определяются фракционным составом угля и скоростью его загрузки в реактор:
 |
Полученные результаты представлены на рис 5 6 Удельная скорость расходования угля на восстановление железа из шлака, рассчи-
тайная по кинетическим данным [4], полученным в наиболее близких к реализуемым в опытах условиям (метод вращающегося стержня, низкожелезистый шлак)), составляет что не
что не
сколько меньше полученных минимальных значении к. итсюда следует, что все фракции угля в той или иной мере участвуют в процессах горения и газификации в барботажных столбах.

Рисунок 5 6 Удельная скорость расходования в шлаке частиц угля различных фракций
Из рис. 5.6 видно, что с переходом к более мелким фракциям скорость реагирования немонотонно замедляется.
Это может быть связано с изменением характера реагирования угольных частиц со средой.В объеме барботируемой шлаковой ванны вне барботажных столбов малоинерционные мелкие угольные частицы, реагирующие со шлаком (восстанавливая оксиды железа и другие элементы), должны преимущественно находиться в газовых пузырьках. Непосредственное взаимодействие этих частиц со шлаком затруднено, и скорость их расходования должна быть меньше, чем у частиц крупных фракций. Кроме того, в нижних горизонтах барботируемой шлаковой ванны, где преобладают мелкие фракции угля, коалесценция мелких пузырьков, в основном содержащих угольные частицы, затруднена. Если размер такого пузырька, содержащего одну или несколько частиц, меньше характерного для системы внутреннего масштаба турбулентности, он практически полностью увлекается жидкостью. При этом уменьшается вероятность взаимодействия таких пузырьков с крупными газовыми пузырями, в частности, с кислородовоздушным дутьем барботажных столбов. Внутренний масштаб турбулентности в
различных зонах барботируемой шлаковой ванны составляет 1-3 мм. Таким образом, мелкие угольные частицы должны преимущественно участвовать в процессе восстановления элементов из шлака. Скорость этих реакций существенно меньше скорости их взаимодействия с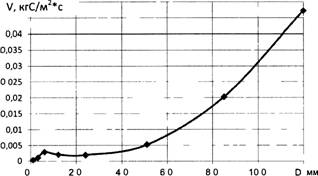 Крупные же частицы угля должны участвовать как в вос
Крупные же частицы угля должны участвовать как в вос
становлении элементов из шлака, так и во взаимодействии с газовой фазой барботажных столбов. Высокие кажущиеся значения скорости расходования угля крупных фракций обусловлены и их измельчением при растрескивании.
Расчетные значения скорости расходования угля в шлаковой ванне, для каждой плавки, с учетом содержания в исходном угле влаги, летучих и золы, оказываются достаточно близкими к значениям реальной скорости загрузки (невязка - 10 - 15%).
Как уже отмечено выше, каждой частице данной фракции исходного угля соответствует характерное впемя пребывания в окислительных и восстановительной
и восстановительной областях шлаковой ван
областях шлаковой ван
ны, что определяет общее время существования частицы f в данной фракции.
 |
где п приняли равным 0,5 (значения п, в пределах точности адаптированной модели горения угольных частиц, составили 0,25 - 1,0)
При этих предположениях получаем следующий баланс расходования массы угольной частицы в шлаковой ванне:
^pc(D?-i>iJ=fxcf(vfFe0)t?ca,l+vqit?+усцс) (5 п)
 |
Результаты расчетов кажущихся времен пребывания угольных частиц средних и мелких фракций в окислительных и восстановительных условиях приведены в таблице 5.5.
Данные табл. 5.5 подтверждают, что мелкие частицы угля преимущественно участвуют в восстановлении железа и других элементов из шлака, а более крупные - как в восстановлении, так и в процессах горения и газификации в барботажных столбах.
Что касается частиц угля двух самых крупных фракций, то, как показывают эксперименты, они практически не обнаруживаются в нижних горизонтах барботируемой шлаковой ванны, где локализованы зоны преимущественного горения угля. Расходование в шлаке массы частицы крупной фракции происходит в основном при ее реагировании со шлаком, газификации в барботажных столбах, а также из-за «потери массы», обусловленной растрескиванием части частиц данной фракции (приход этой массы в более мелкие фракции опосредованно учитывается через эмпирические константы К). Неизвестная величина «потери массы» делает неопределенной для крупных фракций угля задачу нахождения соотношения t^cm / Г°\
Таблица 5.5. Характерные времена пребывания угольных частиц средних и мелких фракций в зонах барботируемой шлаковой ванны с преобладающими окислительными/восстановительными условиями
| № фракции | Средний диаметр угольной частицы, мм | Время | ||||||
| Общее tt, | В восстановит, условиях | В зоне горения | В зоне газификации | Общее в окислительных. условиях | ||||
| с | с | % от ґ; | bgcolor=white>сС | с | % от t. | |||
| 3 | 5,1 | 104,46 | 89,83 | 86,0 | 4,87 | 9,84 | 14,61 | 13,9 |
| 4 | 2,4 | 130,75 | 124,03 | 94,9 | 2,24 | 4,48 | 6,72 | 5,1 |
| 5 | 1,2 | 60,24 | 56,88 | 94,4 | 1,12 | 2,24 | 3,36 | 5,6 |
| 6 | 0,6 | 21,32 | 19,64 | 92,1 | 0,56 | 1,12 | 1,68 | 7,9 |
| 7 | 0,3 | 30,09 | 29,16 | 96,9 | 0,31 | 0,62 | 0,93 | 3,1 |
| 8 | 0,1 | 26,05 | 25,73 | 98,7 | 0,11 | 0,22 | 0,33 | 1,3 |
Полученные данные о величинах времен пребывания угольных частиц средних и мелких фракций в окислительных условиях 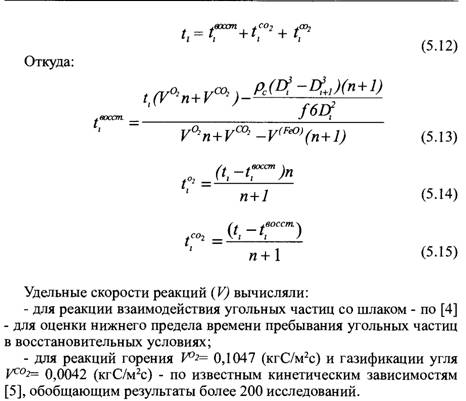 позволяют сделать качественные выводы об интенсивности обмена угольными частицами между барботажными столбами и остальной шлаковой ванной.
позволяют сделать качественные выводы об интенсивности обмена угольными частицами между барботажными столбами и остальной шлаковой ванной.
В предельном случае угольная частица, будучи вовлеченной в газовый объем в барботажном стогт^ "вижется в нем к поверхности ванны до конца подъема. Тогда врем будет суммой времен ее проходов в нижних частях барботажных столбов, где преобладают окислительные условия. При средних характеристиках: расходе дутья на одну фурму -625 нм3/ч, высоте части барботажного столба с преобладающими окислительными условиями
будет суммой времен ее проходов в нижних частях барботажных столбов, где преобладают окислительные условия. При средних характеристиках: расходе дутья на одну фурму -625 нм3/ч, высоте части барботажного столба с преобладающими окислительными условиями (средний путь подъема частицы
(средний путь подъема частицы
~ 0,6 мУ площади сечения барботажного столбаи газосодержа-
нии спелнее воемя подъема угольных частиц
спелнее воемя подъема угольных частиц в газовых пузырях составляет
в газовых пузырях составляет Тогда среднее число захватов (попаданий)
Тогда среднее число захватов (попаданий)
 |

Рисунок 5 7 Зависимость числа захватов в зоны барботажных столбов с окислительными условиями (Z) частиц угля средних и мелких фракций за время их существования в ишаке
частицы в окислительйые зоны барботажных столбов за время ее существования в і -ой фракции (Z) определяется как:
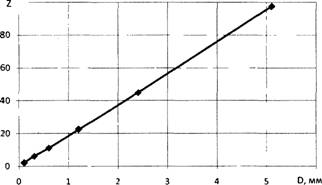 |
Как видно из приведенного рисунка, угольная частица диаметром 5 мм для полной газификации проходит окислительные области барботажных столбов около 100 раз.
То есть при газификации в шлаковом расплаве реализуется тот же принцип, что и в технологии циркулирующего кипящего слоя, где угольная частица многократно проходит через окислительную область до полного расходования, содержащегося в ней углерода.
Еще по теме Математическая модель формирования шлакоугольной суспензии в реакторе:
- Глава 12. Исследование гидродинамики шлакоугольной суспензии на физической модели
- 1.1. Роль шлакоугольной суспензии в современных процессах жидкофазного восстановления
- Структура шлакоугольной суспензии
- 1.4. Анализ современных исследований восстановления железа в шлакоугольных суспензиях
- Глава 10. Методика физического моделирования шлакоугольной суспензии
- Формирование ванны расплава в реакторе
- Глава 11. Параметры физической модели ванны реактора и методика экспериментов
- Глава 3. Разработка математической модели физических процессов в неупорядоченных полупроводниках структуры GST -225 и моделей массива ЯЭФП
- 3. Математический анализ модели.
- Блок-схема математической модели двухтопливной комбинированной системы питания двигателя автомобиля для расчета расхода топлив представлена на рисунке 2.3. Она была разработана на основе моделей /50, 66, 86,90/.
- Блок-схсма математической модели двухтопливной комбинированной системы питания двигателя автомобиля для расчета расхода топлив представлена на рисунке 2.3. Она была разработана на основе моделей /50, 66, 86,90/.
- 6.2.3 Понятие математической модели
- Математическая модель нахождения компромиссного решения
- 2.4. Математическая модель приварки армирующего каркаса к подложке
- 1.5 Математические модели динамики развития популяций микроорганизмов