1.6.Обзор имеющихся интеллектуальных материалов в области создания комбинированных покрытий для высокоресурсных изделий
Комбинация различных воздействий в едином технологическом процессе рассматривалась в научных школах России и зарубежья. Были предложены новые способы и устройства для получения покрытий на высокоресурсные изделия
Так в [111] в ВГТУ предложен химико-эрозионный способ по патенту 2405662, позволяющий получить качественное высокоресурсное чугунное покрытие на алюминиевые сплавы, уменьшить трудоемкость обработки, ускорить процесс изготовления оснастки для электрохимической размерной обработки.
Результат достигнут с помощью предложенного способа нанесения чугунного покрытия на алюминиевые сплавы, включающего получение одного слоя покрытия чугунным электродом электроэрозионным методом, перед
которым обрабатываемую поверхность детали из алюминиевого сплава сначала покрывают сплошным равномерным слоем флюса, используемым при сварке алюминиевых сплавов, где химически удаляется окисел с детали. Затем деталь с нанесенным на нее флюсом, переносят на установку, после чего наносят чугунное покрытие электроэрозионным методом до получения сплошного чугунного слоя.
Способ осуществляют следующим образом: на поверхности детали из алюминиевого сплава размечают участки для покрытия слоем чугуна, устанавливают деталь в положение, при котором слой флюса будет удерживаться на выбранных участках детали, затем, выбрав марку флюса, рекомендованную для сварки алюминиевых сплавов, наносят тонкий слой флюса на выделенные участки детали. Флюс наносят равномерно до получения сплошного слоя, контролируя толщину визуально. Затем переносят обрабатываемую деталь с флюсом на установку для нанесения электроэрозионного покрытия, а электродом наносят сплошной слой чугуна.
В качестве примера осуществления способа показан случай, когда требуется защитить контейнер из алюминиевого сплава Ал5 от соприкосновения с электролитом - 15% раствором NaClна участке подвода электролита при электрохимической размерной обработке
Для сварки сплава Ал5 кислородоацитиленовой сваркой рекомендуют применять спиртовой шликер, для приготовления которого используют этиловый спирт и флюс ФС-71 в виде порошка, имеющего следующий состав: кварц молотый SiO2- 57,3%, натрий фтористый NaF- 6,4%, двуокись титана ТЮз - 13,6%, порошок титановый марки ПТМ - 13,6%, окись хрома - С.Г2О3 - 9,1%, смешиваемые в соотношении:
- порошок флюса (ФС-71) - 50% по массе;
- этиловый спирт (С2Н5ОН) - 50% по массе.
Наносят спиртовой шликер на участки подвода электролита (в нашем случае площадь 320х26 мм), слоем толщиной 0,2-0,3 мм в виде полос шириной 3,2-3,5 мм, покрыв участок обработки равномерным сплошным слоем. Затем обрабатываемую деталь с флюсом устанавливают на стол установки для
нанесения электроэрозионного покрытия; выбирают электрод диаметром 3,5 мм из чугуна СЧ22 и устанавливают в электродержатель, включают средний режим (для чистового нанесения покрытий); задают вибрацию электрода - 50 Гц (вибрация вдоль оси электрода), и строчечным методом наносят слой чугуна толщиной 0,25-0,3 мм. Установка позволяет наносить покрытие в автоматизированном режиме (скорость движения электрода 1-2 мм/сек), но допускается устранение непокрытых чугуном участков путем ручного нанесения покрытий чугунным электродом. Время нанесения и калибровки покрытия составило 18,5 минут. Контроль качества покрытия, осуществляемый на микроскопе БМ-2 при увеличении в 100 раз показал полную сплошность слоя.
Получение качественного чугунного покрытия на алюминиевом контейнере позволило снизить массу детали в 2 раза по сравнению с чугунным изделием, уменьшить трудоемкость обработки в 2,8-3 раза, ускорить процесс изготовления оснастки для электрохимической размерной обработки в 1,5-2 раза.
В ВГТУ [112] получен патент 2318637 на нанесение слоя чугуна на чугунные детали с целью устранить износ и восстановить ресурс изделий. При этом устраняется слабая адгезия между слоями нанесенного металла, появление пустот в покрытиях и повышается износостойкость восстановленных деталей, что увеличивает возможности восстановления деталей с большим износом и улудшает свойства поверхностного слоя, определяющего эксплуатационные характеристики деталей.
Для этого наносят несколько слоев покрытия чугунным электродом, где каждый слой имеет толщину, при которой на чугуне не образуется отбеленный слой. Последующие слои покрытия наносят комбинированным способом после удаления окисной пленки с поверхности нанесенного покрытия термическим методом с помощью плазменной струи, энергию которой регулируют изменением разности потенциалов.
Процесс ведут до полного удаления окисной пленки с поверхности покрытия.На рис. 1.3 представлена схема устройства для осуществления способа.
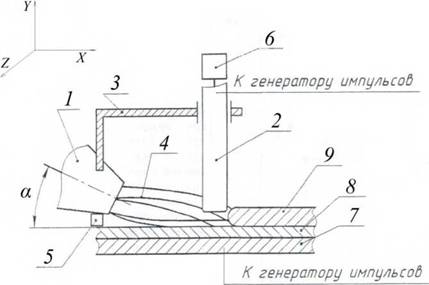
Рис. 1.3. Схема нанесения чугунного покрытия при восстановлении размеров и ресурса
деталей
Устройство содержит плазмотрон 1, электрод 2, кронштейн 3, имеет механизм подачи (не показано), плазменную горелку прямого действия дуги, установленную под углом к наносимому слою и подающую струю 4 к электроду 2. На восстанавливаемой поверхности установлен датчик 5, а электрод 2 связан с регулятором 6 поворота его оси относительного заготовки 7.
Способ выполняется следующим образом: на изношенную поверхность заготовки по существующей технологии электроэрозионного восстановления чугунным электродом наносят первый слой 8 с толщиной не более предельной, при которой на чугуне не образуется отбеленный слой. Последующий слой 9 наносят чугунным электродом после удаления плазменной струей 4, действующей вдоль наносимого покрытия, с поверхности первого слоя окисной пленки. Для сохранения качества и адгезионных свойств покрытия плазмотрон устанавливают с помощью кронштейна относительно электрода и слоя под углом а так, чтобы при его работе зона наибольшего нагрева струей места нанесения покрытия приходилась на конец электрода. При работе импульсного генератора перемещают (показано стрелкой): плазмотрон , электрод со связью вдоль первого слоя, с измерением угла а датчиком 5. За счет изменения угла между осью электрода и заготовкой регулятором 6 поддерживают межэлектродный зазор и
постоянный нагрев, что обеспечивает удаление окисной поверхностной пленки из зоны нанесения на первый слой последующего слоя нужной толщины, до появления отбеленного слоя. Слой покрытия наносят до получения геометрического размера детали до ее износа с учетом требуемого припуска на обработку поверхности детали после восстановления.
В качестве примера конкретного осуществления способа рассмотрен изношенный вал из чугуна СЧ24 диаметром 44 мм, который необходимо восстановить до диаметра 45 мм с учетом припуска не менее 1,2 мм на диаметр для последующего шлифования.
Процесс выполняют на специальной электроэрозионной установке «Элитрон-52» мощностью 3 кВт на режиме №3 при силе тока 4,5 А и напряжении 60±2 В. Электрод из чугуна СЧ24 имеет диаметр 2 мм. Применяется плазмотрон 1 прямого действия с диаметром сопла 2 мм и расходом плазмообразующего газа (углекислый газ) около 0,7 м3/час. Плазмотрон установлен под углом а = 30° к поверхности заготовки. Отбеленный слой на чугуне не успевает образоваться при толщине слоя покрытия менее 0,2 мм. Наносят первый слой толщиной 0,15-0,18 мм путем подбора скорости перемещения электрода (скорость 85-90 мм/мин), затем останавливают электрод, зажигают плазмотрон и термопарой находят место на слое наибольшего нагрева струей, после чего помещают туда электрод. Удаление тонкой окисной поверхностной пленки происходит мгновенно, и она не может снова образоваться в зоне струи. Тогда скорость перемещения плазмотрона и электрода назначают аналогично выбранному при нанесении первого слоя (85-90 мм/мин). Процесс нанесения слоя повторяли 7 раз, после чего был получен диаметр 45±0,2 мм. Изучение качества поверхностного слоя не выявило у восстановленной детали отбеленного слоя или расслаивания, а при испытании после восстановления образцов на излом не обнаружено отслаивания слоев в месте излома.На Воронежском механическом заводе создан новый способ [113] по патенту 2224827, обеспечивающий комбинированное покрытие хромом высокоресурсных изделий, например, узлов шасси летательного аппарата
«Буран», истребителей, восстановление качества и ресурса деталей гальванопокрытиями.
Предложенный способ позволяет поднять контактную прочность пар трения, восстановить работоспособность изделий и повысить ресурс до уровня, выше исходного, при снижении трудоемкости и себестоимости технологического процесса за счет устранения механической обработки перед гальвано- механическим восстановлением.
Способ включает одновременную комбинированную механическую обработку покрытия в процессе его осаждения, где процесс химического восстановления размеров поверхности детали проводят со скоростью 0,1-1,2 мкм/мин, а механическую обработку осуществляют без срезания припуска при давлении инструмента на поверхность детали, увеличенном на 10% относительного рабочего, до устранения погрешности формы, затем давление уменьшают на 10o% относительно рабочего до получения покрытия необходимой толщины.
За счет химической составляющей комбинированного процесса удается обеспечить точность размеров 4-5 квалитета, достичь стабильной шероховатости поверхностного слоя Ra =0,08-0,16 мкм. При этом износостойкость пар трения возрастает в 1,41-1,63 раз.
При восстановлении профиля деталь предварительно выверяют в центрах установки, определяют поверхность, имеющую наименьший износ, и устанавливают относительно нее рабочее давление инструмента. Значение давления инструмента выбирают из составленных таблиц в зависимости от типа наносимого покрытия. Затем увеличивают давление инструмента на рабочую поверхность на 10o% по сравнению с исходным таким образом, чтобы нижняя граница скорости восстановления была близка к нулю, а верхняя граница определяется износом детали. После этого определяют время, необходимое для выравнивания дефекта детали. Время определяют по разработанным номограммам в зависимости от абсолютной величины износа детали и типа наносимого покрытия. Затем на деталь и анод подают рабочее напряжение,
придают движение детали и инструменту и осуществляют процесс восстановления детали на установленных режимах в течение расчетного времени. По его истечении корректируют давление инструмента на 10% в сторону уменьшения, и далее ведут процесс восстановления до получения на поверхности детали покрытия необходимой толщины. Время нанесения покрытий необходимой толщины определяется по специально разработанным таблицам в зависимости от типа наносимого покрытия. Данный способ позволяет гарантированно наносить хромовые, железные, медные и никелевые покрытия. Предполагается, что способ позволяет наносить и другие гальванические покрытия, однако на практике это пока не проверялось.
В местах дефекта профиля детали (повышенный износ) сила прижима инструмента на деталь уменьшается по сравнению с исходно установленной. В связи с уменьшением силы прижима инструмента происходит уменьшение переноса частиц инструмента на поверхность детали, что, в свою очередь, повышает площадь возможного роста кристаллов и приводит к увеличению скорости осаждения покрытия и, как следствие, дает местное увеличение толщины покрытия.
Увеличение силы прижима инструмента к поверхности детали ведет к увеличению переноса частиц инструмента на поверхность детали, что, в свою очередь, снижает площадь возможного роста кристаллов покрытия и приводит к уменьшению скорости осаждения покрытия и вызывает местное уменьшение толщины покрытия.
Приведен пример выполнения способа, где необходимо восстановить деталь 080,00 мм. Предварительные промеры во взаимно перпендикулярном направлении дали следующие результаты: 079,91 мм; 079,96 мм. Эллипсность детали составила 0,05 мм. Расчетное время восстановления формы детали для устранения эллипсности оказалось равным 70 мин. Уточнили время восстановления размера детали до заданного 30-60 мкм (размерное нанесение покрытия толщиной 0,04 мм). Время - 85 мин. Создали рабочее давление на инструмент, увеличенное на 10o%, относительного расчетного, обработку вели в
течение 70 мин. По истечении этого времени уменьшили рабочее давление инструмента на 10% и продолжали восстановление в течение 70 мин. Получили деталь с устраненным дефектом формы поверхности (эллипсности) диаметром 80,00 мм.
В полученных покрытиях проводились исследования физико-механических свойств, которые показали, что достигнуты сжимающие остаточные напряжения и микротвердость 10000-12000 МПа, что соответствует показателям стандартного электролитического хрома, а износостойкость восстановленной детали превышает ресурс, заданный для нового изделия.
Анализ состояния вопроса, обоснование цели и постановка задач исследований
Анализируя доступную информацию, а также разработки передовых научно-исследовательских институтов и опыт промышленных предприятий России и зарубежья, работающих в области формирования механических покрытий, необходимо отметить следующее:
- результаты экспериментальных исследований процесса нанесения вибрационных химико-механических покрытий на различные типы деталей имеют фрагментальный характер, что не позволяет рассматривать целостно это направление;
- отсутствует системный подход к анализу явлений, протекающих в зоне контакта рабочей среды и обрабатываемой поверхности, и структурных связей покрытия с металлом на микро/наноуровне;
- не исследован весь спектр факторов (механических, химических, тепловых), влияющих на формирование покрытия;
- не разработаны критерии оптимизации состава наносимых химикомеханических покрытий, химических растворов, рабочих сред, режимов обработки, контроля качества новых покрытий;
- отсутствуют научно обоснованные модели формирования поверхностного слоя комбинированного покрытия, что не позволяет формализовать
проектирование технологических процессов нанесения покрытий. Проведенный анализ показывает, что ранее выполненные разработки не позволяют реализовать потенциал комбинированных химико-механических процессов, что ограничивает возможности технологов эффективно решать технические вопросы по обеспечению затребованных заказчиком и реализованных в проекте разработчиком эксплуатационных показателей создаваемой высокоресурсной техники, в том числе двигателей и летательных аппаратов авиакосмической отрасли машиностроения.
Обобщая научно-исследовательскую, патентную информацию, а также опыт передовых промышленных предприятий России и зарубежья в области химико - механических покрытий необходимо отметить следующее:
- имеется только фрагментальная информация об исследованиях в области комбинированных технологий нанесения химико-механических покрытий;
- результаты исследований процесса нанесения вибрационных химико - механических покрытий на различные типы деталей имеют локальный характер, что не позволяет рассматривать это направление с единых научных позицийкак основы формирования нового научного направления;
- отсутствует системный обобщенный подход к анализу явлений, протекающих в зоне протекания химических процессов и контакта рабочей среды с обрабатываемой поверхностью, а также нет анализа структурных связей покрытия с металлом на микро/нано уровне;
- не исследовано взаимодействие факторов (химических, механических и др.), влияющих на формирование покрытия и выделение в них доминирующих факторов;
- не разработаны критерии для назначения состава наносимых покрытий, химических растворов, рабочих сред, режимов обработки, способов оценки качества исследуемых покрытий;
- отсутствуют научно обоснованные модели формирования комбинированного покрытия, что ограничивает проектирование технологических процессов нанесения покрытий на высокоресурсные изделия.
Существующие и получившие применение на практике методы нанесения покрытий, как правило, требуют специального оборудования, и реализуются в условиях вредного гальванического производства. В работе показано, что применение для механического воздействия в комбинированном процессе модернизированного вибрационного оборудования позволяет устранить значительную часть негативных явлений, свойственных используемым в производстве технологиям, и создать научную базу для развития нового направления по комбинированной обработке и химико-механическим технологиям нанесения покрытий, обеспечивающих изготовление высокоресурсных изделий.
На основании проведенного анализа были сформулированы цели и задачи диссертационной работы.
Еще по теме 1.6.Обзор имеющихся интеллектуальных материалов в области создания комбинированных покрытий для высокоресурсных изделий:
- 1.3.Опыт создания и применения покрытий с химическим воздействием для получения высокоресурсных изделий
- Роль покрытий при создании высокоресурсных изделий
- 4.1.Методология построения технологических процессов получения высокоресурсных комбинированных покрытий
- 5.10.Эксплуатационные свойства высокоресурсных комбинированных оксидных покрытий
- 5.12. Коррозионная стойкость комбинированного вибрационного высокоресурсного химико-механического оксидного покрытия
- Технико-экономический анализ результатов использования комбинированных высокоресурсных химико-механических покрытий наоснове дисульфида молибдена
- 4.2.Проектирование технологических процессов для типовых химикомеханических высокоресурсных покрытий
- 1.4.Обсуждение имеющихся взглядов по физическим положениям механохимии твердого тела применительно к процессу комбинированного формирования химико-механических покрытий
- 5.2.1. Требования к исходной поверхности для оббепечения адгезии высокоресурсного покрытия
- 5.8. Энергетические факторы для обеспечения качества комбинированных химико-механических покрытий