4.1.Методология построения технологических процессов получения высокоресурсных комбинированных покрытий
Научные основы методологии построения технологических процессов комбинированного химико-механического получения высокоресурсных покрытий базируются на классических закономерностях, описывающих процессы одновременного химического и механического воздействия.
При этом целью создания таких технологических процессов является управление воздействиями с учетом возможностей взаимного положительного влияния на комбинированную обработку с усилением технологических показателей метода до уровня, запрашиваемого заказчиком изделия.Методология построена на базе критериальной модели, приведенной в разделе 3.1.
В общем случае технологический процесс комбинированной обработки включает несколько этапов, для которых рассчитываются технологические режимы.
На первом этапе устанавливают нижний предел энергии активации, характеризующий минимальное количество энергии, необходимой для начала химической. Далее устанавливают необходимое количество компонентов, участвующих в реакции
Далее по формуле химической реакции рассчитывается в (4.2) энергия Uaи Uxg,которая учитывается по справочным материалам для аналогичных операций. Если +Uxg> Ua,то проводится корректировка величины UMg.В случае отрицательной величины Uχgизменяют величину энергии UMgмеханической составляющей.
Величина Uχgоценивается для принятых технологических режимов обработки, что открывает возможность правильного назначения или расчета этих параметров процесса.
Для обеспечения повышенного ресурса работоспособности объекта с исследуемым покрытием по заявленному заказчиком и заложенному в проекте разработчиком уровню этого показателя устанавливаются в пределах достигнутых диапазонов или создаются возможные режимы, в основном механического воздействия, комбинированного процесса, по которым, при необходимости, корректируются параметры химического воздействия.
Базой для построения методологии является уровень достигнутых технологических показателей, обеспечивающих получение заданных эксплуатационных характеристик изделия, в первую очередь по надежности, долговечности и ресурсу безотказной работы.
Применение методологии дает возможность ограничить зону поиска оптимального варианта из перечня известных воздействий в комбинированном процессе и научно обосновать направление работ по созданию новых способов с комбинацией химических и механических воздействий, наиболее полно реализующих положительные стороны комбинированного процесса получения высокоресурсных покрытий, что может служить базой для создания и развития нового научного направления по комбинированным технологиям получения высокоресурсных покрытий.
Сравнение достоинств вариантов проектируемых комбинированных процессов проводится по укрупненным технико-экономическим показателям, подтвержденным опытом применения аналогичных технологий с
последовательным химическим и механическим (в частности, вибрационным) воздействием.
Представленная методология позволяет ускоренно спроектировать рациональный технологический процесс для получения высокоресурсных покрытий типовых деталей, обоснованно выбрать технологические режимы, оборудование и средства технологического оснащения, источники информации для экономического обоснования эффективности комбинированного процесса для конкретного изделия.
Процедура использования методологии представлена в форме алгоритма на рис. 4.1.
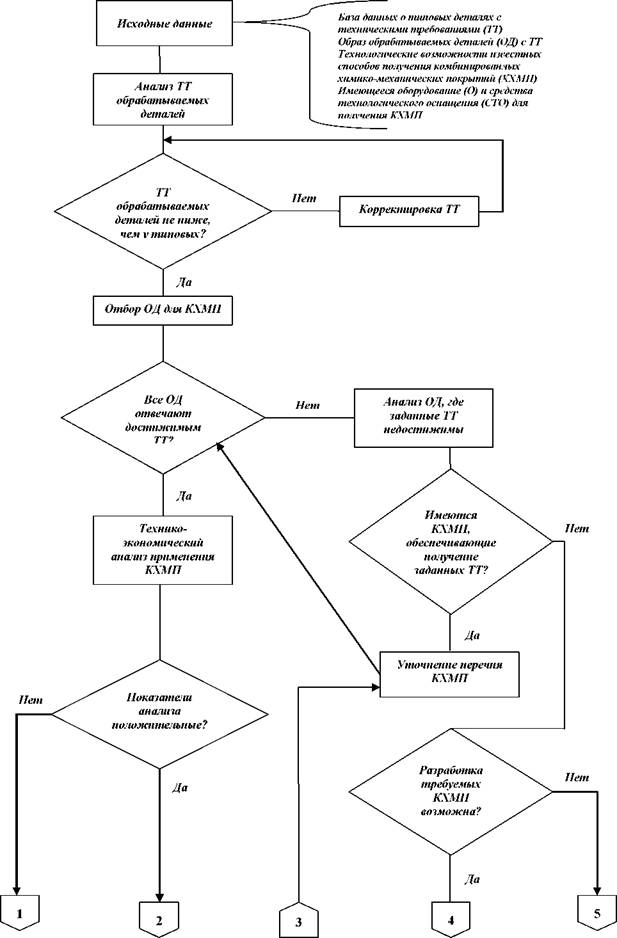
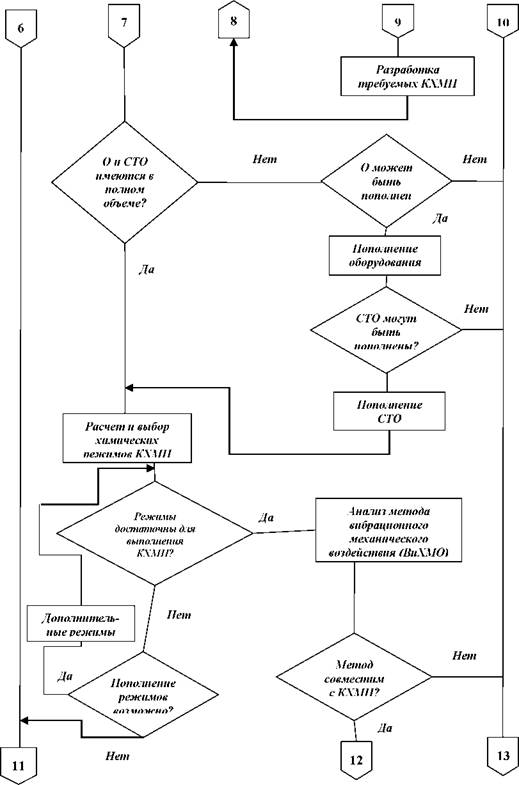
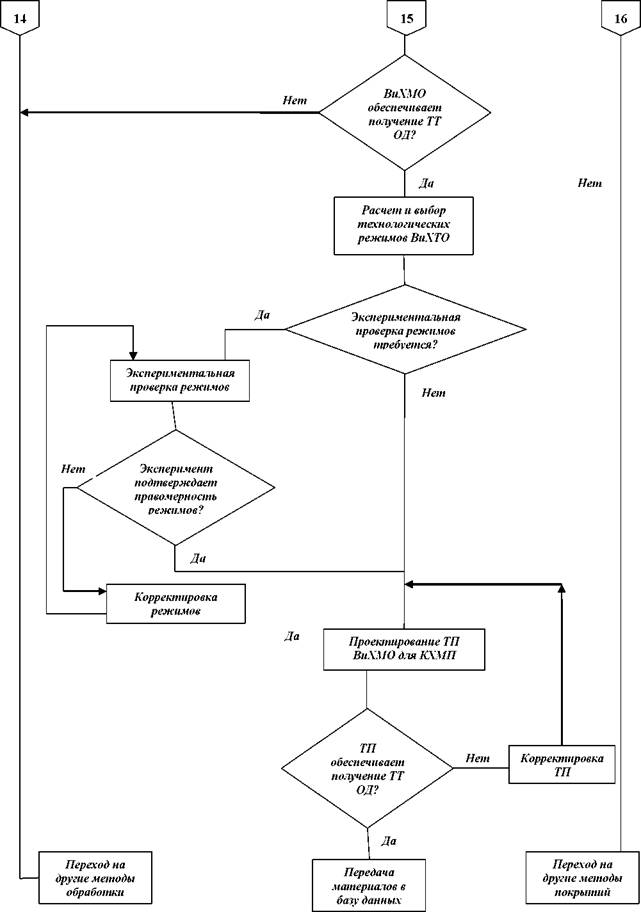
Рис. 4.1. Алгоритм методологии проектирования технологических процессов нанесения высокоресурсных комбинированных химико-механических покрытий
Это позволяет автоматизировать процесс технологической подготовки производства и расширить область использования комбинированных химикомеханических высокоресурсных покрытий в различных отраслях машиностроения, особенно при создании образцов новых поколений летательных аппаратов, где рассматриваемые покрытия находят наибольшее применение.
Приведенная методология позволяет по имеющемуся алгоритму научно обоснованно автоматически проектировать методики построения техпроцессов комбинированной обработки с химическим и виброволновым механическим воздействием, и с учетом достигнутых возможностей повышать ресурс покрытий до уровня, не ниже заявленного ресурса всего изделия.
Еще по теме 4.1.Методология построения технологических процессов получения высокоресурсных комбинированных покрытий:
- 4.2.Проектирование технологических процессов для типовых химикомеханических высокоресурсных покрытий
- 1.6.Обзор имеющихся интеллектуальных материалов в области создания комбинированных покрытий для высокоресурсных изделий
- 5.10.Эксплуатационные свойства высокоресурсных комбинированных оксидных покрытий
- 5.12. Коррозионная стойкость комбинированного вибрационного высокоресурсного химико-механического оксидного покрытия
- Технико-экономический анализ результатов использования комбинированных высокоресурсных химико-механических покрытий наоснове дисульфида молибдена
- Влияние технологических воздействий на качество комбинированных химико-механических покрыти
- 1.3.Опыт создания и применения покрытий с химическим воздействием для получения высокоресурсных изделий
- 12. Принципы построения автоматизированных технологических процессов
- 1.4.Обсуждение имеющихся взглядов по физическим положениям механохимии твердого тела применительно к процессу комбинированного формирования химико-механических покрытий
- Механизм формирования высокоресурсных покрытий
- 1.4. Основные принципы построения и функционирования автоматизированного управления технологическими процессами и производствами
- 1.2.2. Анализ методов и моделей построения систем оценки контроля качества технологических процессов