3.13. Механизм потери массы при формировании миι√∣)o∕ιιaιιoιιрофи.ія поверхности
3.13.1. Влияние исходной на процесс изменения массы
Подобные исследования позволяют установить динамику изменения толщины наносимого слоя,истинную толщину покрытия и размера детали в конце операции.Это дает возможность при проектировании технологических процессов получить высокую точность деталей с покрытием.
Так как рост оксидной пленки происходит за счет самого металла, что приводит к изменению размера детали, представляет интерес определить потерю массы алюминия в процессе нанесения ВиХМОП. Схематично рост оксидной пленки представлен на рис. 3.45.

Рис. 3.45. Схематичное изображение роста вибрационного химико-механического оксидного покрытия
Исследования шероховатости ВиХМП на основе дисульфида молибдена производились как на профилометре - профилографе модели 201 завода "Калибр" по ГОСТ2789-59, так и на электронном сканирующем зондовом микроскопе; вид поверхности изучался на металлографическом микроскопе МИМ-8М. Эксперименты проводились на специальных образцах из отожженной и закаленной стали 45.
Масса образцов 200 г. Обработка производилась в среде стальных закаленных шаров 0 2 - 8 мм и дисульфида молибдена марки МВЧ-1. Режимы обработки: амплитуда колебаний А = 2,5 мм; частота колебаний f = 33 Гц; продолжительность обработки 60 мин. Замеры шероховатости производились на образцах до и после обработки. Покрытие МоБ2 удалялось с образцов тщательной промывкой в керосине, чтобы не изменять полученную в процессе обработки поверхность под покрытием.
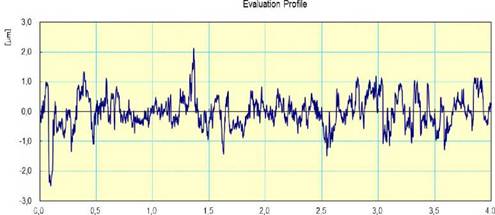
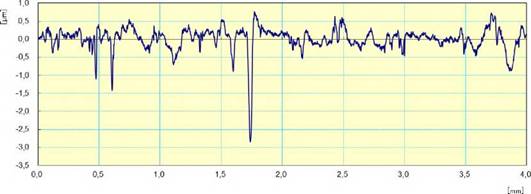
Из профилограмм (рис. 3.46) видно, что в результате обработки образцов из стали 45 в среде стальных шаров с порошком дисульфида молибдена происходит улучшение шероховатости с 7 до 8 класса для закаленной стали и с 7 до 9 класса для нормализованной стали, вершины выступов имеют большие радиусы закругления.

| Work Name | Sample | Operator | Mitutoyo |
| Measuring Tool | SurfTest | Comment | Ver2.00 |
| Standard | ISO 1997 | N | 5 |
| Profile | R | Cut-Off | 0.8mm |
| As | 2.5μm | Filter | GAUSS |
| Ra | 1.024 μm | Rmr(c)2 | 1.475 % |
| Rq | 1.245 μm | Rdc | 0.945 μm |
| Rz | 5.604 μm | Rt | 6.652 μm |
| Rp | 3.148 μm | Rz1max | 6.105 μm |
| Rv | 2.456 μm | Rk | 2.867 μm |
| Rsk | 0.546 | Rpk | 1.625 μm |
| Rkμ | 2.760 | Rvk | 0.720 μm |
| Rc | 3.875 μm | Mr1 | 17.713 % |
| RSm | 132.0 μm | Mr2 | 93.575 % |
| RDq | 0.177 | A1 | 14.39 |
| Rmr | 0.088 % | A2 | 2.31 |
| Rmr(c)1 | 0.675 % | ||
Copyright (C) 2013 Mitutoyo Corporation
a)
| Work Name | Sample | Operator | Miitutoyo |
| Measuring Tool | SurfTest | Comment | Ver2.00 |
| Standard | BO 1997 | N | 5 |
| Profile | R | Cut-Off | 0.8mm |
| As | 2.5μm | Filter | GAUSS |
| Ra | 0.414 μm | Rmr(c)2 | 0.450 % |
| Rq | 0.531 μm | Rdc | 0.355 μm |
| Rz | 2.849 μm | Rt | 4.619 μm |
| Rp | 1.326 μm | Rz1max | 3.835 μm |
| Rv | 1.524 μm | Rk | 1.246 μm |
| Rsk | -0.062 | Rpk | 0.596 μm |
| Rkμ | 4.117 | Rvk | 0.732 μm |
| Rc | 1.736 μm | Mr1 | 12.625 % |
| RSm | 157.2 μm | Mr2 | 90.525 % |
| RDq | 0.090 | A1 | '3.76 |
| Rmr | 0.088 % | A2 | ,3.47 |
| Rmr(c)1 | 0.225 % | ||
б)
Evaluation Profile
| Work Name | Sample | Operator | Mitutoyo |
| Measuring Tool | SurfTTst | Comment | Ver2.00 |
| Standard | ISO 1997 : | і N | F | 5 |
| Profile | R і | I Cut-Off | 0.8mm | |
| λs | 2.5μm | Filter | GAUSS |

в)
Рис.
3.46. Профилограммы и численные значения поверхности стали 45: а - исходная; б- после удаления покрытия; в - с покрытием МоБ2
Запись профилограмм поверхностей, покрытых дисульфидом молибдена, показывает, что слой смазки имеет ту же шероховатость, что и исходная поверхность, но нет острых пик. Выступы имеют более округлую форму и большие площадки контакта.
Эксплуатационные свойства поверхности зависят не только от высоты микронеровностей, они связаны с фактической площадью контакта сопрягаемых поверхностей - опорной поверхностью.
На рис. 3.47 показаны кривые опорных поверхностей исходных (п) и обработанных (е) образцов, рассчитанных по формулам
141

Опорная поверхность обрабатываемых образцов увеличивается, так как в процессе обработки происходит увеличение радиуса закругления вершин выступов .
Рис. 3.47. Кривые опорной поверхности образцов. Сталь 45: а) отожженная ; б) закаленная.Поверхность: 1 - исходная; 2 - после обработки
Основываясь на результатах проведенных исследований, можно сделать вывод, что достигается увеличение шероховатости поверхности на один-два класса в результате деформирования гребешков микронеровностей под действием ударов шаров, увеличение радиуса закругления вершин выступов, рост опорной поверхности пар трения, покрытых дисульфидом молибдена, на 25 30%).
Площадь фактического контакта поверхностей состоит из множества дискретных малых площадок диаметром от 3 до 50 мкм, расположенных на различных высотах. Между площадками касания имеются микрополости, заполненные воздухом, продуктами изнашивания, химически активными
растворами. В зонах касания, в зависимости от механических свойств, будет происходить смятие микронеровностей или их внедрение в поверхность более мягкого тела. Площадь фактического контакта возрастает при увеличении нагрузки, уменьшении шероховатости поверхности и росте радиуса закругления вершин ее неровностей.
Эта площадь убывает с увеличением упругих характеристик, предела текучести материала и высоты неровностей поверхностей.Углубленные исследования поверхности на микроуровне проводились на сканирующем зондовом микроскопе Nanoeducator (NT-MDT). Необходимость этих исследований обусловлена отсутствием данных о процессах, происходящих на микро- и наноуровне при формировании покрытия. Изменение профиля поверхности покрытия в процессе обработки и его геометрии покажет возможность внедрения частиц дисульфида молибдена и его размерность. Понимание этих процессов имеет огромное прикладное значение, так как многие производственные предприятия используют смазки, наносимые вручную кистью или с использованием краскопультов. Также вызывает интерес возможность нанесения дисульфида молибдена на оксидные покрытия, сформированные на титане, алюминии и его сплавах и других металлах. Исследование проводили на образцах 10x10 мм. Таким образом, достигался допустимый предел по размерам образцов. Для более качественного сканирования поверхность исходных образцов полировалась. Вследствие этого появилась возможность проследить изменения, происходящие с поверхностью покрытия, на наноуровне. Исследование поверхности покрытия показывает, что теоретические и практические выводы по формированию твердосмазочного покрытия подтверждаются и на наноуровне. Необходимо отметить, что BD-визуализация исходной поверхности стали 45 имеет более пологий профиль, чем образцы с покрытием. Поверхность исходного образца без покрытия имеет максимальную величину пиков Rpmax от 0,75 до 0,95 мкм (рис. 3.48).

Рис. 3.48. 3 D-визуализация исходной поверхности (площадка 9x9 мкм)
Для определения уточненных значений профиля исходного образца была сделана профилограмма участка поверхности по выделенной линии (рис. 3.49). Она показала, что, как и на изображении 3D, пики имеют скругленное окончание, однако их длина на выделенном участке составила от Rp от 450 до 855 нм, со средним шагом S 11 мкм.

а)
144

Рис. 3.49. Микропрофиль исходной поверхности стали 45: а - профиль диагонального участка поверхности покрытия Rp от 600 до 850 нм; б - профиль вертикального участка поверхности покрытия Rp 0,75 до 1,0 мкм
Нанесение ВиХМТП на поверхность исходного образца производилось по методике, изложенной выше, в равные промежутки времени. Было получено фронтальное изображение, BD-визуализация профиля поверхности покрытия. На первом этапе покрытие наносили в течение 30 минут. За этот период образовалось покрытие, изменился профиль исходной поверхности, образовались светлые контрастные участки, видимые на рис. 3.50. Участок площади покрытия 9х9 мкм представляет собой поверхность с образующимися кристаллитами дисульфида молибдена, где сохраняются микрокристаллические формы слоя покрытия. Светлые участки поверхности покрытия показывают распределение кристаллитов дисульфида молибдена. Одни из них имеют округлую форму размером от 1 до 4,5 мкм, другие плоские длиной от 1 до 4 мкм, толщиной 0,3 мкм.
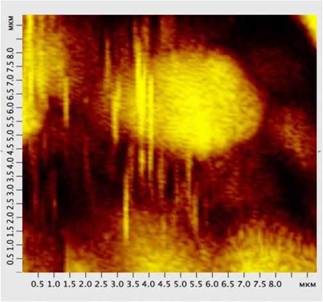
Рис. 3.50. Изображение поверхности ВиХМТП (площадка 9х9 мкм, время нанесения покрытия 30 мин)
На рис. 3.51 представлена 3О-визуализация вибрационного химикомеханического твердосмазочного покрытия, дающая возможность оценить высоту и распределение кристаллитов дисульфида молибдена по поверхности образца. Анализ изображения показывает, что на первом этапе формирования покрытия кристаллиты дисульфида молибдена ориентированы по плоскости вращения, также видны острые пики и послойные фрагменты дисульфида молибдена, показанные стрелкой .
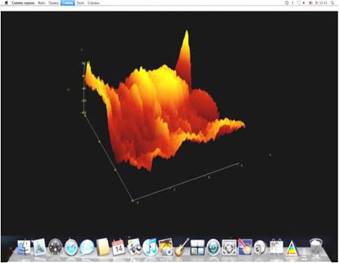
Рис.
3.51. 3-О-визуализация поверхности ВиХМП (площадка 9х9 мкм)
Профиль выделенного участка показал более точные параметры поверхности вибрационного химикомеханического твердосмазочного покрытия: максимальная длина кристаллита составляет от 6 мкм, высота Rmax 390 нм (рис.
3.52).

Рис. 3.52. Микропрофиль ВиХМТП дисульфида молибдена на поверхность стали 45.
Время нанесения покрытия 30 мин
Профиль выделенного участка дал возможность уточнить данные о характере размеров рельефа поверхности покрытия. Максимальная высота пика составила 250 нм, толщина 0,2 мкм. При увеличении времени нанесения покрытия до 60 мин профиль поверхности изменился. Видно, как изменилась поверхность покрытия, исчезли горизонтальные линии, размеры кристаллита увеличились до 9 мкм, максимальная высота - до 1,4 мкм (рис.3.53).

Рис. 3.53. Изображение поверхности ВиХМТП. Площадка 10х10 мкм;время нанесения
покрытия 60 мин
На BD-изображении (рис. 3.54) видны изменения, произошедшие в результате воздействия рабочей среды, на поверхности покрытия образовались 8 пиков, исчезли плоские горизонтально расположенные фрагменты дисульфида молибдена. Острые пики приобрели округлую форму, размер увеличился до 1,4 мкм.

Рис. 3.54. 3 D-визуализация поверхности ВиХМТП. Площадка10х10 мкм.;время
нанесения покрытия 60 мин
Профиль поверхности (рис. 3.55) выделенного участка показал, что максимальная высота пика составила Яр=600 нм, S= 5 мкм, форма округлая.

Рис. 3.55. Микропрофиль ВиХМТП дисульфида молибдена на поверхности стали 45.
Время нанесения покрытия 60 мин
Исследования микропрофиля поверхности химико-механического твердосмазочного покрытия показали, что происходящие изменения в диапазоне размеров 10?10 мкм соответствуют предложенной в главе 2 модели формирования ВиХМТП. Учитывая размеры рабочей среды и частиц порошка дисульфида молибдена, участвующих в процессе формирования поверхности покрытия, это является вполне закономерным. Однако практически нет данных о формировании профиля покрытия в диапазоне размеров 200?200 нм. При этом установлено, что внедрение в поверхность нанопорошков позволяет увеличить антифрикционные свойства покрытий на 10-20%. В связи с этим актуальным являются исследования нанопрофиля поверхности покрытия, так как в процессе его формирования происходит измельчение порошка дисульфида молибдена в результате воздействия рабочей среды. Можно предположить, что часть измельченного порошка попадает в поры и трещины поверхности металла, тем самым меняя субмикрорельеф. Исследования субмикрорельефа (нанопрофиля) вибрационного химикомеханического твердосмазочного покрытия с помощью сканирующего тоннельного микроскопа проводили на тех же образцах, что и для определения микропрофиля (рис. 3.56).

Рис. 3.56. Фронтальное изображение (а); ЗЭ-визуализация (б); нанопрофиль
исходной
поверхности металла (в) ( сталь 45, площадка - 200x200 нм)

а)

б)
Рис. 3.57. Нанопрофиль образцов с твердосмазочным покрытием: Площадка 200x200 нм; время нанесения покрытия: а -30;б-60 минут
На рис. 3.57 представлены 3О-визуализация, профиль поверхности стального образца с вибрационным химико-механическим твердосмазочным покрытием.
При сравнении ЗО-визуализаций и профиля исходной поверхности без покрытия и после ВиХМТП видно, что после 30 мин обработки (рис. 3.57, а) на поверхности образуются кристаллиты покрытия, которые отчетливо видны на 3D- визуализации в виде одного острого пика размером 4,65 нм, скругленные от 2 до 4 нм длиной до 40 нм. Дальнейшее нанесение покрытия существенно изменило субмикрорельеф и его поверхности (рис. 3.57, б), после 60 мин обработки сформировались более крупные структуры высотой Яр=14,7 нм, длиной L до 200 нм. При этом видно, что изменилась плотность покрытия, на поверхности образца сформировались регулярные периодически повторяющиеся структуры.
На основании полученных результатов морфологии поверхности ВиХМТП дисульфида молибдена и профиля можно сделать вывод о том, что активация поверхности основного металла за счет виброволнового воздействия происходит не только на макро-, но и на наноуровне, о чем свидетельствуют изменения, произошедшие с поверхностью. Следовательно, кристаллиты дисульфида молибдена имеют такой размер, что способны заполнять микро/нанопрофиль поверхности металла. Исходя, из этого можно сделать вывод, что в состав наносимого покрытия входят частицы с размерами менее 100 нм.
Выводы по главе 3
1. Разработана обобщенная критериальная модель комбинированной химикомеханической обработки, сформированная на базе энергетического баланса воздействий в едином процессе, что позволило выделить типовые объекты исследований, создать механизм управления процессом.
2. Выполнена систематизация видов химико-механических покрытий, где в основу положены механизмы их образования, что позволило классифицировать покрытия с учетом их технологических и эксплуатационных возможностей.
3. Рассмотрены механизмы образования высокоресурсных покрытий, на базе которых была разработана методология проектирования технологических процессов для современных изделий создаваемой техники.
4. Впервые детально раскрыт механизм потери массы материала под действием механической составляющей процесса при импульсных воздействиях рабочей среды, показано влияние исходной шероховатости и технологических параметров, что дало возможность уточнить расчеты технологических режимов и повысить точность деталей после нанесения комбинированных покрытий.
Еще по теме 3.13. Механизм потери массы при формировании миι√∣)o∕ιιaιιoιιрофи.ія поверхности:
- Структура типа калий-вольфрамовой 6poι∣3i>ι
- 4.2. Определение величин потенциальных барьеров в структуре Pt∕PZT(54∕46)∕Pt
- Формирование микро/нанопрофиля поверхности при комбинированном ВиХМОП
- 3.6 Возможные механизмы потерь излучения СО2 - лазера при прохождении через прозрачную оптику. Обсуждение полученных результатов
- 4.1. Механизмы проводимости пленок PZT(54∕46)
- Кредиторы массы . Различаются издержки массы и долги массы.
- Обозначение фонемы ∕j∕
- 1.3. Механизмы потерь в сегнетоактивных материалах
- Факторы и механизмы формирования вторичных системных нарушений, значение возраста. Специфика развития при тотальном и частичном дефекте.
- Вывод уравнения кривой, описываемой вектором необыкновенной волны на выходной поверхности плоскопараллельного элемента из одноосного кристалла при вращении падающего под постоянным углом на входную поверхность луча вокруг нормали
- Оценка размерного и температурного интервала штатного функционирования сканирующего туннельного микроскопа для изучения отдельных участков поверхности
- ГЛАВА 3. ЭЛЕКТРОФИЗИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПЛЕНОК PZT(54∕46),СИНТЕЗИРОВАННЫХ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ
- § 6. Уточнение механизма столкновения по следам колес на боковых поверхностях TC
- Потери эффективности при сборе налогового дохода