Классификация вибраиионных ххмико-механичееких покрытий
По совокупности признаков и с учетом результатов анализа теоретических и экспериментальных исследований, ВиХМП можно классифицировать на три основные группы .
Первая группа объединяет покрытия, сформированные непосредственно на поверхности металла, в результате механического воздействия, создавая с основой химические соединения (сульфиды).
Связь покрытия с металлом происходит на основе механического сцепления за счет сил Ван-дер-Ваальса.Вторую группу представляют ВиХМП, сформированные в результате взаимного структурного взаимодействия материала покрытия и металла детали, обеспечивая механохимическую связь между ними.
Третью группу представляют ВиХМП, сформированные в результате химического взаимодействия раствора с поверхностью детали обеспечивая химическое соединение.
77
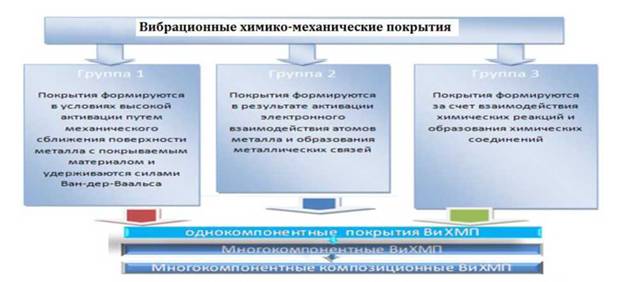
Рис.3.1. Классификация вибрационных химико-механических покрытий
В связи с этим были отобраны наиболее востребованные и являющиеся базовыми представители из каждой группы:
- 1 группа - твердосмазочное покрытие (дисульфид молибдена (M0S2));
- 2 группа - металлическое покрытие (коррозионно-стойкое на основе мелкодисперсного порошка цинка);
- 3 группа - конверсионное покрытие (защитно-декоративное оксидное).
Таким образом, всестороннее изучение данных покрытий даст возможность сформировать направление и определить перспективы для развития комбинированных методов обработки.
3.3.1. Тв^|..рдХ2с^м-а-копнх? покрытие
По своим физико-химическим свойствам дисульфид молибдена относится к группе твердых смазок. Кристаллическая решетка твердых смазок имеет слоистую структуру. Атомы каждого слоя связаны между собой прочными химическими связями, отдельные слои связаны между собой слабыми молекулярными силами, что обеспечивает легкость скольжения по плоскости спайности.
Толщина одного элементарного слоя M0S2 равна 6,25А. Пленка дисульфида молибдена толщиной 0,025 мкм состоит из 40 слоев с 38 плоскостями скольжения между ними [15]. Высокая адгезия дисульфида молибдена к металлам обусловлена прочными молекулярными связями, образуемыми атомами серы сметаллом; строение кристаллической решетки обеспечивает наличие важных для смазочных материалов высоких адгезионных свойств,что подтверждается исследованиями в [125]. Дисульфид молибдена имеет гексагональную слоистую решетку в форме призматического шестигранника (рис. 3.2). Параметры кристаллической решетки: ширина 3,2бА; высота 12,3 А; толщина одного элементарного слоя равна 6.25 А. Его молекулярный вес - 160,7; удельный вес - 4,8; твердость по Моосу - 1-1,5. Дисульфид молибдена устойчив к температуре от 190К до 720К, температура плавления 1455 К. Допустимая динамическая нагрузка более 150МПа, а статическая - свыше 3000 МПа. Пленка дисульфида молибдена толщиной 1 мкм содержит 1630 слоев или 1631 скользящую поверхность. Наличие слоев двух различных атомов в структуре дисульфида молибдена создает условия легкого скольжения пластинок .
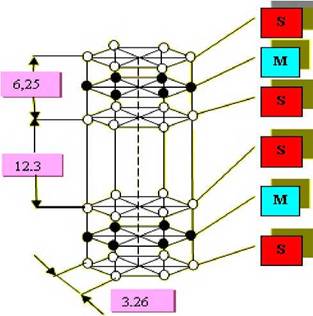
Рис.3.2. Кристалическая решетка дисульфида молибдена
Кристаллы дисульфида молибдена жирные на ощупь, имеют голубоватосерый цвет, металлический блеск.
Соединение между атомами молибдена и серы очень прочное, чем объясняется повышенная устойчивость этого соединения к деформации и его исключительная химическая и термическая стабильность. Дисульфид молибдена
устойчив почти ко всем растворителям. Являясь антикоррозионным покрытием, дисульфид молибдена препятствует окислению деталей под воздействием влаги, паров, газов.
Дисульфид молибдена может быть использован в различных формах:
- сухой порошок;
- дисперсия в пасте;
- суспензия в жидком масле и в жирах;
- суспензия в смолах.
Изменение способа нанесения дисульфида молибдена влечет за собой изменение коэффициента трения от 0,025 до 0,12, а также распределение МоБ2 на трущихся поверхностях, имеющих первостепенное значение при решении вопросов трения.
Анализ изложенного материала показывает, что наиболее технологичным способом нанесения покрытия является вибрационный, он в состоянии обеспечить:
1) низкий коэффициент трения, повышенную адгезионную способность МоБ: за счет высоких контактных нагрузок;
2) измельчение, равномерное распределение дисульфида молибдена по поверхности детали.
Изучение физико-химических свойств дисульфида молибдена и кинетики процесса способствует максимальному извлечению исключительных свойств МоБ2 в технологических разработках нанесения вибрационных химикомеханических покрытий и внедрение их на промышленных предприятиях.
Процесс нанесения покрытия МоБ2 вибрационным методом моделирует процесс образования пленки при трении поверхностей, покрытых дисульфидом молибдена, так как процесс сопровождается соударением, качением и скольжением рабочей среды относительно поверхности обрабатываемой детали. Поэтому для раскрытия сущности изучаемого процесса, механизма формования покрытия большое значение имеет анализ работ, проведенных в этой области.
Известно, что антифрикционные твердосмазочные покрытия должны обладать следующими основными свойствами: низкое сопротивление к сдвигу, высокая адгезия к подложке, большое сопротивление к износу, ориентация частиц параллельно плоскости скольжения, малая толщина, чтобы при деформации и износе пленки не изменялся зазор в парах трения.
Получение надежного сцепления покрытия с подложкой является основным требованием.
Принятый нами механизм образования пленки твердой смазки слоистой структуры подтверждается работами Р.М. Матвеевского [105] и характеризуется следующими этапами:
- закрепление кристаллов твердой смазки на поверхностях трения путем механического внедрения и адгезионного взаимодействия. Механическое внедрение происходит за счет давлений, возникающих на вершинах микронеровностей поверхностей трения, и адгезионного действия частиц твердой смазки. При этом происходит пластическая деформация микронеровностей. Адгезионное взаимодействие частиц смазки с металлической поверхностью зависит от поверхностной активности.
Адгезии способствует также наличие микроуглублений и усилий, прижимающих частицы порошка к поверхности детали;- ориентация частиц базовыми плоскостями параллельно направлению скольжения - это один из основных факторов, обеспечивающих смазывающее действие твердых смазок.
При трении происходит смазывание коллоидным графитом двух трущихся поверхностей, и под нагрузкой поверхности сближаются, а частицы смазки ориентируются так, что их основные оси становятся параллельны направлению скольжения. Одновременно происходит размельчение кристаллитов благодаря механическому взаимодействию между выступающими неровностями поверхностей трения. Происходит вдавливание частиц графита в пластически деформированную поверхность и образование своеобразного модифицированного слоя, состоящего из участков металла, окислов металла и кристаллов графита,
ориентированных базовыми плоскостями параллельно поверхности трения. Поверх этого слоя формируется тонкая пленка графита. Это подтверждается исследованиями Е.Р. Брейтуэйта [32].
Для осуществления смазочных свойств кристаллиты дисульфида молибдена должны разрушиться на отдельные частицы с ориентацией их длинной оси в направлении движения, после чего произойдет прилипание и образование связи с сопряженной поверхностью.
Роль факторов, влияющих на величину адгезии, зависит от формы и природы тел. Поэтому необходимо рассматривать отдельно адгезию мелких частиц, пленок, полимеров или металлов.
В последнее время большое внимание уделяется исследованию прилипания частиц порошка к металлической подложке.
Адгезия, обусловленная химическим взаимодействием, в ряде случаев является результатом химического взаимодействия между покрытием и основой.
При определении смазочных свойств твердых покрытий отмечают, что под действием высоких давлений или температур может происходить химическое взаимодействие между твердой смазкой и металлом при трении. Имеются данные о том, что порошок дисульфида молибдена реагирует с железом при температуре 720°С, образуя FeS.
При нагреве стальных образцов в порошке МоБ2 или WS2 в вакууме и инертном газе при температуре ~ 400°С на поверхности образцов образуются сульфиды железа.При трении в результате возникновения высоких давлений на отдельных неровностях, соприкасающихся между собой, генерация тепла и развитие высоких местных температур вызывают химическую реакцию между атомами серы и металлом на поверхности трения при работе со смазкой МоS2. Обогащение серой поверхностных слоев стали повышает долговечность трущихся металлических пар и снижает коэффициент трения.
Известные (см. гл. 1) теории адгезии не противоречат, а дополняют одна другую. Объяснение адгезии с точки зрения какого-то одного фактора является
условным и неполным. Скорее всего адгезионное взаимодействие в реальных условиях определяется действием нескольких факторов одновременно.
Для образования покрытия необходимо сблизить частицы наносимого порошка с поверхностью обрабатываемого материала до возникновения межмолекулярных сил взаимодействия. Для того чтобы получить покрытие с хорошей адгезией, площадь действительного контакта должна быть максимальной. Так как реальные поверхности имеют определенную шероховатость, то контакт покрытия с металлом осуществляется по вершинам микронеровностей, а не по всей площади металлической поверхности. Хороший контакт можно обеспечить в том случае, если приложить к соприкасающимся телам определенное давление. Адгезионная способность порошка к поверхности металла значительно увеличивается, если слой порошка наносится уплотнением путем сжатия или удара.
В процессе трения при приложении нагрузки в результате пластической деформации происходит увеличение физико-химической активности поверхностных слоев.
От степени активности поверхности в значительной мере зависят строение и свойства граничных слоев смазки, физическая и химическая адсорбция и химическое взаимодействие. Об активизации поверхности металла свидетельствует плотность дислокаций в зоне трения. Выходы дислокации образуют активные центры, на которых в течение 10^8- 10^5с происходит трансляция связей между контактирующими слоями.
Плотность дислокаций в тонких поверхностных слоях в условиях трения достигает насыщения.Расчетный условный диаметр активного центра приблизительно составляет 3 мкм. Неравновесное состояние поверхностных слоев металла приводит к повышению адсорбционной активности. При трении в результате пластической деформации происходит увеличение внутренней энергии поверхностных слоев металла, связанное с возрастанием плотности «несовершенств» кристаллического строения. Все это должно оказывать существенное влияние на процессы
физической и химической адсорбции, формирования микро/нанорельефа и в конечном счете на смазочные свойства покрытия.
При трении металлов в твердом состоянии наряду с пластической деформацией необходимо рассматривать влияние относительного движения между поверхностями трения. Если сжимать два образца, то для их разделения при отрыве необходимо приложить силу, равную примерно 1/4 от приложенной. В случае приложения силы в тангенциальном направлении для разделения требуется гораздо большее усилие. Это объясняется тем, что в условиях взаимного скольжения происходит разрушение окисных пленок, что приводит к образованию ювенильных поверхностей, а также к повышению адсорбционной активности.
В процессе ВиХМО происходит сближение контактирующих ювенильных поверхностей. Одновременно происходит измельчение частиц дисульфида молибдена, его активация, адсорбция, ориентация базовыми плоскостями параллельно поверхности трения, а также предотвращение агрегации частиц МоБ:, наличие которых существенно снижает скорость твердофазных реакций.
3.3.2. Цинковые ікокржги5^і
Установлено (гл. 1), что процессы осаждения металлов на твердых металлических электродах являются наиболее сложными. Они протекают через несколько стадий, включающих процессы диффузии, адсорбции, химической реакции, разряда и кристаллизации, участвующих в химическом процессе частиц. Соотношение скоростей этих стадий определяет кинетику процесса как катодного осаждения, так и анодного растворения металла. Осаждение металлов из водных растворов также обычно сопровождается протеканием параллельной реакции выделения водорода, участием в реакции других частиц, находящихся в электролите, примесей металлов, органических соединений, вводимых для регулирования качества покрытий. В результате протекания реакции происходит изменение состояния раствора у поверхности электрода и изменение состояния поверхности. Несомненно, что все предшествующие электрокристаллизации
металла стадии влияют на нее и, таким образом, определяют структуру, физикохимические и химические свойства осажденного металла.
Виброволновое воздействие обеспечивает активацию поверхности обрабатываемых изделий, и рабочих сред, ускоряет химические реакции, сопровождающие процесс обработки, процессы протекают в условиях диффузии, адсорбции, деформации поверхностных слоев. В процессе виброволнового воздействия повышается энергетический уровень всей системы, что является предпосылкой для получения качественных покрытий.
Анализ физико-химических явлений, происходящих при нанесении металлических покрытий в условиях виброволнового воздействия показал,что при погружении металла, обладающего электронной проводимостью, в раствор электролита, на границе между металлом и электролитом возникает двойной электрический слой, образованный заряженным металлом и расположенными у его поверхности ионами противоположного знака.
Стремление металла переходить из металлического состояния в ионное для разных металлов различно. Основным источником энергии, заставляющим переходить металл в раствор в виде ионов, является химическая энергия гидратации. Когда ионы металла переходят в раствор, в металле остаются освободившиеся электроны, они приобретают отрицательный заряд, что, в свою очередь, вызывает электростатическое притяжение между перешедшими в раствор ионами, имеющими положительный заряд, и поверхностью металла.
Если энергия гидратации недостаточна для разрыва связи между ионами атома и электронами, то поверхность металла может адсорбировать ионы из раствора. Катионы из раствора могут переходить на металл, придавая ему положительный заряд, а около положительно заряженной поверхности образуется слой, состоящий из анионов. На границе металл - раствор электролита возникает двойной электрический слой.
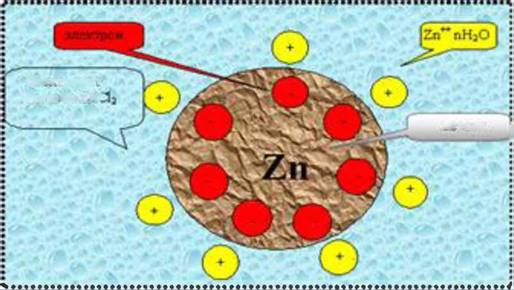
Например, в случае погружения цинкового порошка в водный раствор хлора цинка (ZnCl2) полярные молекулы воды, действуя своими отрицательными полюсами на положительные ионы металла, переводят их в раствор. При этом
электроны остаются на поверхности металла, заряжая ее отрицательно. Гидратированные ионы металла, перешедшие в раствор, притягиваются заряженной поверхностью цинка и располагаются вблизи нее. В результате образуются два слоя с противоположными зарядами - двойной электрический слой. Этот слой подобен микроконденсатору, у которого роль отрицательной обкладки играет поверхность цинка, а роль положительной - ионы цинка, находящиеся в растворе (рис. 3.3).
Злгутролнт Раствор Zλ(
металл ;
«
Рис. 3.3. Схема двойного слоя на границе раздела цинк-раствор
Двойной слой состоит из ионов, вплотную притянутых к поверхности металла, и диффузиционного слоя, образованного ионами, распределенными в растворе, примыкающем к электроду. Положение этих ионов не фиксировано. Наибольшая концентрация их у самой поверхности, при отдалении от электрода она уменьшается. Строение двойного слоя может усложниться из-за специфической адсорбции молекул или ионов.
Толщина двойного слоя для концентраций электролитов, используемых в гальванопроизводстве, составляет 10’7-10'8см. В прилегающей к двойному слою приэлектродной зоне раствора концентрация ионов в равновесных условиях практически одинакова и не отличается от их концентрации в общем объеме
электролита. В неравновесных условиях изменение концентрации распространяется на слои, отстоящие от электрода на 10’3-10'2см .
Установление равновесного потенциала связано с обменом между металлом и его ионами в растворе. Таким образом, для установления равновесного потенциала на металлическом электроде необходимо присутствие его ионов в растворе и отсутствие побочных обменных реакций. Время установления потенциала зависит от скорости обмена. При протекании на электроде только одной обменной реакции типа  или в конкретном случае
или в конкретном случае
выражение для равновесного электродного потенциала (уравнение Нернста) имеет вид
где Ер - равновесный электродный потенциал, измеренный относительно нормального водородного электрода сравнения; Ео - стандартный электродный потенциал; R- универсальная газовая постоянная (8,3 дж/0С); Т - абсолютная температура; n- число электронов, принимающих участие в электродной реакции; F - число Фарадея (96500 кулонов); amn+- активность ионов металла в растворе; 2,3- переводный множитель из натуральных логарифмов в десятичные.
Для установления равновесного потенциала необходимо выполнение двух условий: наличие только одной реакции обмена ионами между металлическим электродом и раствором и достаточно высокой скорости обмена.
Практически в большинстве случаев при реализации процессов электрохимического осаждения металлов равновесный потенциал устанавливается сравнительно редко. Достаточно высокая скорость обмена ионами между металлом и электродом характерна лишь для цинка и некоторых других металлов (Cd, Си, Ag, Au).Поэтому на цинке, в принципе, возможно
установление равновесного потенциала в электролитах, используемых для его осаждения.
Следует учесть, что в начале процесса осаждения в электролит, как правило, погружается металл (Fe)или сплав, ионы которого в растворе отсутствуют, поэтому здесь равновесие установиться вообще не может.
Таким образом, в растворах для химической обработки металлов на электроде в отсутствие тока устанавливается стационарный потенциал.
Стационарный потенциал, в отличие от равновесного, характеризуется протеканием на одном и том же электроде двух или более реакций, которые носят название сопряженных. Одной из реакций является разряд - ионизация металла: М n++ne=M.Если взять цинковый электрод, погруженный в кислый раствор хлорида цинка, то равновесный потенциал, рассчитанный по активности ионов цинка в растворе, отрицательнее равновесного потенциала водородного электрода и здесь термодинамически возможно восстановление водорода. Однако имеются кинетические причины, тормозящие скорость реакции выделения водорода, выражающиеся в повышенном перенапряжении выделения водорода на цинке. Для цинка стационарный потенциал не будет сильно отличаться от равновесного. Введение в раствор комплексообразующих компонентов приводит к сдвигу равновесного потенциала в отрицательную сторону, что увеличивает вероятность протекания реакции выделения водорода.
В этом случае при установлении стационарного потенциала цинка следует учитывать реакцию разряда ионизации металла:
 і и реакцию разряда - ионизации водорода:
і и реакцию разряда - ионизации водорода:
в кислой среде
в щелочной среде
 I
I
Однако в связи с тем, что скорости разряда ионов цинка и ионизации молекул водорода невелики, принято говорить о растворении металла и
восстановлении ионов гидроксония как о сопряженных реакциях. Чтобы протекала реакция восстановления ионов гидроксония, потенциал электрода должен быть отрицательнее равновесного потенциала водородного электрода, а чтобы протекала реакция растворения металла, потенциал электрода должен быть положительнее равновесного потенциала металла.
Таким образом, положение равновесного потенциала металла относительно равновесного потенциала водородного электрода определяет не только тип сопряженной реакции, но и скорость растворения метала, так называемая скорость его коррозии.
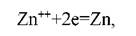
Если рассматривать вибрационную обработку как систему с замкнутым пространством, в котором металлические изделия и металлический порошок опущены в водный раствор хлорида цинка, то в данном случае получаем один из вариантов гальванического элемента, в котором электроды из разных металлов погружены в раствор одного и того же электролита.
Энергия превращения химической энергии в электрическую энергию элемента, состоящего из цинкового и железного электродов, погруженных в раствор хлорида цинка приведена на рис. 3.4.
Рис. 3.4. Схема образования цинкового покрытия под влиянием ЭДС системы
Каждый из этих металлов может выделить в раствор количество ионов, которое будет соответствовать состоянию равновесия с раствором. Цинк - металл с высокой химической активностью, имеет более отрицательный потенциал, чем железо. Цинк, растворяясь, переходит в раствор в виде положительно заряженных
ионов, а электроны остаются на поверхности металла, заряжая его отрицательно. Если замкнуть цепь, то избыточное количество электронов будет переходить от цинка к железу. Такой переход электронов вызывает нарушение равновесия двойного электрического слоя, вследствие чего новое количество цинка перейдет в раствор, электроны железа будут взаимодействовать с катионами цинка и на поверхности железа будет осаждаться цинк из раствора. Для восстановления 1 г/экв. цинка необходимо затратить энергии (F-число Фарадея )

В результате работы такого гальванического элемента в замкнутом пространстве будет протекать электрический ток при непрерывном растворении цинка на одном электроде и осаждении его на другом. Электродвижущая сила рассмотренного гальванического элемента равна разности электродных потенции

Максимальное изменение свободной энергии в объеме 0,33?96500?0,239=0,079 ккал/г.экв. Полученная величина указывает лишь на термодинамическую возможность обмена кинетики этих процессов. При нанесении ВиХМЦП эти процессы значительно сложнее.
При приближении к поверхности электрода (катода) разряжающийся ион цинка (Zn++)должен войти в состав двойного слоя, после чего происходит собственно электрический разряд. Для увеличения скорости разряда необходимо, чтобы концентрация разряжающихся ионов вблизи поверхности электрода была достаточно большой. Для этого нужна дополнительная энергия - энергия активации, которая необходима для освобождения иона от гидратной оболочки, для преодоления барьера пассивации и для формирования новой фазы .
Скорость химической мономолекулярной реакции, происходящей на поверхности разряда между твердой и жидкой фазами, отнесенная к единице поверхности, равна 
где К - константа скорости реакций; С - активность (или концентрация) реагирующего вещества в слое жидкости, прилегающем к поверхности твердого тела; Е - энергия активации; Т - абсолютная температура; R- универсальная газовая постоянная.
Из уравнения (3.9) видно, что только те ионы, которые в данный момент обладают энергией не ниже w,могут разрядиться на электроде. Если затруднения для разряда ионов велики, то требуется дополнительная энергия. Для этого необходимо значительно увеличить потенциал электрода по сравнению с равновесным, т.е. изменить перенапряжение.
Величина перенапряжения ^ чаще всего находится в линейной зависимости от логарифма плотности тока (i):

где а и b- константы.
Величина а зависит от природы разряжающегося иона, природы металла электрода и состояния его поверхности, от состава раствора и температуры; величина b, как правило, мало зависит от природы электрода.
Следует отметить, что из растворов простых солей некоторые металлы, в том числе и цинк, осаждаются при незначительном перенапряжении.
Для непрерывного переноса ионов цинка к катоду и осаждения покрытия в гальванопроизводстве используется энергия от внешнего источника тока.
При виброволновой обработке основным источником энергии является вибрация, (соударение частиц, циркуляция их), обеспечивающая активацию катодной и анодной поверхности, ионов цинка, находящихся в растворе, подводит их к активной поверхности катода, где они, разряжаясь, осаждаются в виде металла. Активация, а также интенсивная циркуляция раствора увеличивают концентрацию ионов в зоне реакции, что способствует ускорению процесса осаждения цинка.
Интенсивность обменных процессов зависит от активности металла основы и металла покрытия, их ЭДС. Образование первых кристаллов покрытия
зародышей приводит к возникновению микроэлементов «покрытие - основной металл». В результате образуется поле микроэлементов (например, при погружении железа в сульфатный медный электролит плотность микротоков составляет 5-6 а/дм2). Однако по мере изоляции свободной от цинка поверхности основы ЭДС будет ослабевать, и преобладающая роль в осаждении покрытия будет принадлежать механической составляющей процесса.
Этот химико-механический процесс будет справедлив для любого металла, осаждаемого в аналогичных условиях ВиХМО.
При вибрационной обработке основным источником энергии является вибрация (циркуляция и соударение частиц рабочей среды), которая обеспечивает резкое возрастание потенциала электрода до значений, когда становится возможным протекание обменных процессов.
Как известно, потенциал разряда ионов зависит от нормального потенциала фо , от концентрации (активности а) разряжающихся ионов и от величины перенапряжения ц следующим образом:
Соударение рабочих частиц и их циркуляция обеспечивают активацию катодной и анодной поверхностей ионов цинка, находящихся в растворе, что доставляет их к поверхности металла (двойной слой), где они освобождаются от гидратной оболочки, адсорбируют на металле и, разряжаясь, осаждаются в виде покрытия.
Скорость восстановления ионов цинка увеличивается из-за изменения строения и концентрации ионов в двойном слое.
Концентрация ионов в двойном слое связана с концентрацией в объеме раствора может быть представлена следующим уравнением:

где ф - потенциал электрода.
Из уравнения (3.12) следует, что скорость восстановления ионов цинка зависит от концентрации их в двойном электрическом слое, а не от концентрации в растворе.
Активация и интенсивное движение раствора увеличивают концентрацию эффективных ионов в зоне реакции, что способствует ускорению процесса осаждения цинка. Из сказанного следует, что для обеспечения протекания обменных процессов (получения цинковых покрытий в условиях ВиХМО) необходима высокая активность разряжающихся ионов в приэлектродной зоне и некоторое перенапряжение. Чем больше столкновений, тем больше число случаев взаимодействия, а следовательно, и количество разрядившегося цинка, т.е. тем скорее будет протекать реакция. Здесь основной движущей силой, как уже отмечалось, является механическая энергия, которая может варьироваться в широких пределах путем изменения параметров процесса.
Одним из важнейших параметров состояния для химической термодинамики является внутренняя энергия рассматриваемой системы. С физической точки зрения эта величина характеризует общий запас энергии системы, включая энергию поступательного движения молекул, энергию внутримолекулярного колебательного движения атомов и атомных групп, составляющих молекулы, энергию вращения электронов в атомах, энергию, заключающуюся в ядрах атомов и другие виды энергии.
Все химико-механические процессы, протекающие при нанесении покрытий (независимо от вида покрытий), сопровождаются выделением тепла, при этом внутренняя энергия AU возрастает. Приращение внутренней энергии AU системы при переходе ее из одного состояния в другое определяется равенством
В процессе нанесения покрытия приращение внутренней энергии системы равно количеству q сообщенной системе теплоты минус количество A работы, совершенной системой:
 I
I
Пользуясь этим выражением, можно дать термодинамическое определение понятия внутренней энергии как величины, приращение которой в процессе нанесения покрытий равно сообщенной системе теплоты, сложенной с работой, совершенной внешними по отношению к ней силами.
Еще по теме Классификация вибраиионных ххмико-механичееких покрытий:
- Толщина покрытия
- Систематизация видов покрытий по механизмам их образования
- Контроль толщины покрытий
- Страховое покрытие
- 2.3. Разработка методов классификации качества и пригодности технологических процессов 2.3.1. Дискриминантный анализ в задаче классификации с учетом коррелированности показателей
- 1.2 Основные факторы, влияющие на качество покрытия
- 4.3.1.Влияние колебаний камеры на толщину покрытия
- Особенности страхового покрытия
- Страховые покрытия
- 5.10.Эксплуатационные свойства высокоресурсных комбинированных оксидных покрытий