Метод экспертных оценок
В последнее время экспертные методы находят все более широкое распространение в различных областях научных исследований: прогнозировании, исследовании операций, теории решений, системных исследованиях, моделирования систем и процессов и т.
д. Это объясняется тем, что в оценке таких экономических категорий, как себестоимость, цена, качество, нельзя игнорировать опыт и знания человека, его восприятия различных факторов, кроме того, распространению экспертных методов способствуют успехи молодой научной дисциплины — квалиметрии 13.3, 3.15]. Особенно необходимы экспертные методы для оценки качественных характеристик предметов широкого потребления, так как измерение этих характеристик количественными параметрами невозможно.Суть экспертного метода определения себестоимости состоит в получении некоторой интегральной оценки в условных единицах (баллах), которая была бы прямо пропорциональна себестоимости, путем организованного опроса специалистов, характеризующих разные свойства анализируемой машины. Затем, используя аналогичные данные для подобных, освоенных в производстве машин, сделать перевод интегральной балловой оценки для проектируемой машины в ее себестоимость.
Определение интегральной балловой оценки машины предполагает решение следующих двух задач: перевод абсолютных значений технических параметров в условные экспертные оценки и определение коэффициентов весомости параметров. В ходе решения первой задачи находится переводная функция, показывающая зависимость балловой оценки Bt от абсолютного значения xt некоторого /-го параметра Bt = / (#,-).
В методе баллов, описанном в работе [3.9], используется в качестве переводной функции прямая пропорциональность. Мы полагаем, что в качестве переводной целесообразнее взять прогрессивно возрастающую функцию с увеличивающейся первой производной по мере роста значения параметра.
Такой выбор можно объяснить хорошо известной закономерностью, что по мере роста абсолютного значения параметра всякий новый его прирост на одну и ту же величину достигается с большими усилиями и, следовательно, затратами. Вот почему при одном и том же приросте параметра его балловая оценка должна возрастать больше в конце интервала, чем в начале.Правда, в довольно широком интервале варьирования у отдельных параметров могут быть исключения из указанной закономерности. Так, если уменьшать линейные размеры конструкции машины, то, начиная с некоторой величины, себестоимость конструкции не только не снижается, но, наоборот, начинает возрастать. Поэтому речь идет о вполне определенных интервалах варьирования параметров, где отмеченные аномалии не наблю-
даются. Например, в качестве переводной функции для параметров горячештамповочных прессов была выбрана парабола второй степени, отражающая равноускоренное возрастание затрат с ростом параметра:
где а и b — эмпирические коэффициенты, причем а ^ 0.
Темп возрастания оценки Бс прямо пропорционален абсолютной величине параметра xt:
Коэффициенты а и b получают при обработке статистического материала, полученного при опросе экспертов (специалистов). Эксперты дают отдельным значениям каждого параметра следующие вербальные оценки, отражающие степень трудности достижения этих значений с позиций производства машин:
очень трудно (ОТ) — значение параметра находится на пределе технических возможностей, дальнейшее увеличение параметра почти невозможно или связано со значительным ростом затрат;
трудно (Т) — значение параметра находится на высоком уровне, однако имеются возможности его еще несколько повысить при существенном росте затрат;
средней трудности (СТ) — значение параметра можно еще повысить при небольшом росте затрат;
просто (П) — значение параметра сравнительно просто достигается при помощи известных конструкций;
совсем просто (СП) — значение параметра легко достигается известными простыми и дешевыми конструкциями машин данного вида.
Практически эта процедура экспертной оценки выполняется следующим образом. Для каждого параметра строится шкала интервала его возможного варьирования. Эксперт делает на шкале против отдельных значений отметки с соответствующими индексами (ОТ, Т, СТ, П, СП).
В данной работе переводные функции определялись для следующих шести основных параметров горячештамповочных прессов: номинальное усилие, число ходов ползуна в минуту, ход ползуна, закрытая высота, размер стола и жесткость пресса, причем анализировались параметры мощных прессов усилием 4000 тс и более. На рис. 3.7 показаны шкалы варьирования параметров для исследуемой совокупности прессов. На шкалы экспертами нанесены отметки о степени трудности получения конкретных значений параметров. При этом оказалось, что для параметров «номинальное усилие» и «жесткость» можно выделить единые отметки для всей совокупности прессов. При назначении отметок для других параметров возникла необходимость разделить прессы на две группы: средние прессы усилием 4 и 6,3 тыс. тс и тяжелые прессы усилием 8 тыс. тс и более.
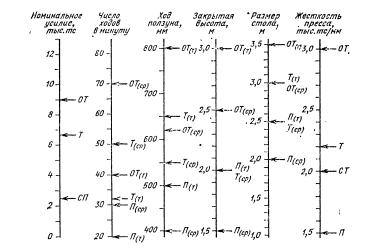
Рис. 3.7. Шкалы варьирования параметров прессов с отметками экспертов
Далее с помощью табл. 3.13 вербальные оценки переводились в балловые оценки 10-балловой шкалы.
Если оценки экспертов расходятся, то берутся усредненные по экспертам оценки. Эмпирические коэффициенты а и Ь параболы находятся методом наименьших квадратов путем решения системы уравнений: 
В табл. 3.14 приведены полученные переводные функции для исследованных технических параметров прессов.
Выполнив перевод абсолютных значений параметров в баллы, приступают к определению коэффициентов весомости параметров. Коэффициент весомости показывает относительную степень влия-
Таблица 3.13
Шкала для экспертной оценки степени трудности достижения опорных значений параметров
| Вербальная оценка | Индекс | Балловая оценка |
| Очень трудно | от | 10 |
| Трудно | т | 8 |
| Средней трудности | ст | 6 |
| Просто | п | 4 |
| Совсем просто | СП | 2 |
Таблица 3.14 Переводные функции для параметров прессов
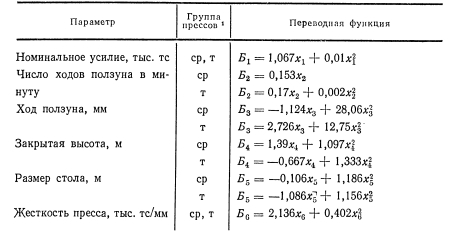
1 ср — прессы средние усилием 4 и 6,3 тыс.
тс; т — прессы тяжелые усилием 8, 10, 12 тыс. тс.ния данного параметра на себестоимость среди рассматриваемой совокупности параметров.
Непосредственное назначение весомости параметров вызывает определенные затруднения у экспертов, так как им приходится количественно взвешивать разнородные понятия. Например, не так просто установить, во сколько раз усилие пресса важнее числа ходов или его габаритных размеров и т. д.
Поэтому при оценке весомости оказывается эффективным применение метода парных сравнений. Этот метод значительно упрощает работу эксперта и сводит ее к выполнению элементарных повторяющихся операций, заключающихся в том, что параметры сравниваются попарно по «силе» их влияния на себестоимость. При парных сравнениях каждый эксперт заполняет рабочую таблицу-матрицу, по столбцам и строчкам которой даны названия параметров.
В табл. 3.15 приведен пример заполнения рабочей таблицы- матрицы для упомянутых шести параметров прессов. В матрице заполняются только те клетки, которые находятся справа от нисходящей диагонали. В каждой клетке матрицы эксперт ставит номер того из сравниваемых параметров, который, по его мнению, больше влияет на себестоимость пресса. При этом мысленно как бы сравниваются приросты себестоимости при небольшом возрастании, например, на 1% отдельно одного и другого параметра.
Кроме того, эксперт указывает степень превосходящего влияния параметра одним из следующих индексов: ОП — слегка
Рабочая таблица-матрица для экспертного опроса
| N° по пор. | Параметр | Число ходов в минуту | Усилие пресса | Ход ползуна 1 | Закрытая высота | Размеры стола | Жест кость пресса |
| 1 | 2 | 3 | 4 | 5 | 6 | ||
| 1 | Число ходов в минуту | 2 ЯП | Р | 1 ОП | Р | 6 0П | |
| 2 | Усилие пресса | — | 2 ОП | 2 ПП | 2 ЯП | 2 ОП | |
| 3 | Ход ползуна | — | 3 ОП | 5 ОП | 6 0П | ||
| 4 | Закрытая высота | — | 5 ОП | 6 ЯП | |||
| 5 | Размеры стола | — | 6 0П | ||||
| 6 | Жесткость пресса |
ощутимое (небольшое) превосходство, ЯП — явное (большое) превосходство, ПП — подавляющее превосходство.
Если же сравниваемые параметры примерно одинаково влияют на себестоимость, то в клетке их пересечения ставится индекс Р.Заполненные экспертами таблицы затем обрабатываются. Для этого по результатам сравнения параметрам присваиваются следующие соотносительные коэффициенты: Р 1:1; ОП 1,4 : 1; ЯП 2 : 1; ПП 5 : 1.
Результаты экспертного опроса заносят в другую таблицу, в которой каждая клетка разделена ниспадающей диагональю на два треугольника (рис. 3.8). В верхний правый угол клетки
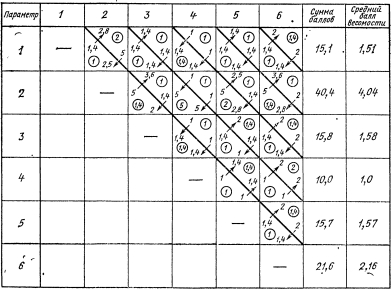
Рис. 3.8. Расчет результатов экспертной оценки
заносятся соотносительные коэффициенты для параметров, указанных в столбцах, а в левый нижний угол — коэффициенты для параметров, указанных в строках. Все коэффициенты, относящиеся к какому-либо параметру, можно увидеть, если посмотреть на цифры в прямых углах перед диагональю как по столбцам, так и по строкам. На рис. 3.8 соотносительные коэффициенты обведены кружочками. Например, для параметра 3 имеем следующие коэффициенты: 1,4; 1; 1 (при рассмотрении этого параметра в строке) и 1; 1 (при рассмотрении в столбце).
Чтобы рассчитать коэффициенты весомости, необходимо перевести соотносительные коэффициенты в баллы единой для всех параметров шкалы. Для этого условимся, что весомость самого слабого по влиянию на себестоимость параметра соответствует одному баллу. Из табл. 3.15 видно, что самым «слабым» параметром является параметр «закрытая высота», все его соотносительные коэффициенты равны 1.
Расчет баллов весомости ведется в таблице, приведенной на рис. 3.8. Полученные при сравнении параметров 1—3, 5, 6 с параметром 4 соотносительные коэффициенты становятся баллами 1,4; 5; 1,4; 1,4 и 2 соответственно и заносятся в два острых угла треугольников, обращенных к этим параметрам. Направление задания баллов показано стрелками. Так, для параметра 1 получили оценку в 1,4 балла. Эту оценку заносим в другие треугольники, обращенные к этому параметру.
Вторая балловая оценка в треугольниках параметра получается в результате парного сравнения. Возьмем клетку, где сравниваются параметры 1 и 2, их соотносительные коэффициенты 1 : 2. Если весомость параметра 1 измеряется 1,4 балла, то тогда параметру 2 нужно присвоить 1,4-2 = 2,8 балла (запишем этот результат в треугольник, обращенный к параметру 2). В то же время весомость параметра 2 измеряется в 5 баллов, по этой оценке параметр 1 получит 2,5 балла. Аналогичным образом занесены балловые оценки весомости во все остальные клетки. Таким образом, каждое парное сравнение дает для любого параметра два результата, когда баллы задает сначала один, а затем второй параметр; причем в обоих результатах сохраняется соотношение «сил влияния» сравниваемых параметров.
В последних двух столбцах таблицы (см. рис. 3.8) для каждого параметра подсчитывается сумма баллов и средний балл весомости. Затем полученные экспертные балловые оценки весомости усредняются по всем экспертам следующим образом:
образом:
где Бы — усредненная балловая оценка весомости /-го параметра; Бві/—балловая оценка весомости /-го параметра, назначенная
Балловая оценка экспертов
Определение коэффициентов весомости
| Параметр | 1 | 2 | 3 | 4 | 5 | 6 |
| Усилие пресса | 4,26 | 3,1 | 4,3 | 4,8 | 5,0 | 3,18 |
| Число ходов в минуту | 2,76 | 1,28 | 1,7 | 2,25 | 2,63 | 1,09 |
| Ход ползуна | 1,43 | 0,91 | 1,4 | 3,26 | 1,34 | 3,78 |
| Закрытая высота | 1,00 | 1,00 | 1,0 | 1,0 | 1,0 | 1,0 |
| Размеры стола | 4,23 | 1,68 | 1,85 | 3,91 | 1,94 | 2,1 |
| Жесткость | 4,80 | 4,6 | 4,8 | 5,78 | 4,8 | 2,3 |
| Балловая оценка | ||||||
| экспертов | ||||||
| Параметр | Вві | ^в і | ||||
| 7 | 8 | 9 | 10 | |||
| Усилие пресса | 4,6 | 4,08 | 4,04 | 4,04 | 4,14 | 0,283 |
| Число ходов в минуту | . 1,89 | 1,59 | 1,58 | 1,51 | 1,83 | 0,125 |
| Ход ползуна | 1,99 | 1,64 | 1,57 | 1,58 | 1,89 | 0,129 |
| Закрытая высота | 1,0 | 1,0 | 1,0 | 1,0 | 1,00 | 0,069 |
| Размеры стола | 2,07 | 1,19 | 1,51 | 1,57 | 2,20 | 0,150 |
| Жесткость | 2,41 | 1,93 | 2,16 | 2,16 | 3,57 | 0,244 |
| 14,63 | 1 | |||||
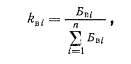
/-м экспертом; т — число экспертов. Коэффициенты весомости определялись по формуле
(3.24)
где kBi — коэффициент весомости г-го параметра; п — число параметров.
Результаты расчетов по формулам (3.23) и (3.24) представлены в табл. 3.16. В анализе участвовали 10 экспертов, являющихся специалистами в области конструирования и производства КГШП. Согласованность мнений экспертов можно считать вполне удовлетворительной, так как коэффициент вариаций не превышает 20%.
Интегральная балловая оценка конструкции машины ?иш, определяется как сумма произведений балловых оценок параметров на их коэффициенты весомости:
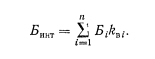
Таблица 3.17 Технические параметры горячештамповочных прессов
| Параметр | Модель К А 854 6 | Модель К 854 8 Р. | Проектируемый пресс |
| Номинальное усилие, тс | 4000 | 6300 | 4000 |
| Число ходов ползуна в минуту | 50 | 40 | 60 |
| Ход ползуна, мм | 400 | 460 | 400 |
| Закрытая высота, мм | 1000 | 1150 | 1000 |
| Размер стола спереди назад, м | 1,57 | 1,9 | 1,5 |
| Жесткость пресса, тс/мм | 1260 | 1500 | 1300 |
Себестоимость проектируемого пресса Сп прямо пропорциональна интегральной оценке
С, = с6Бтп, (3.26)
где сб — стоимостной балловый множитель или удельная себестоимость одного балла, руб/балл.
Для определения стоимостного баллового множителя выделяется несколько освоенных прессов, функционально и конструктивно аналогичных проектируемому. Для каждого из этих прессов рассчитывается интегральная балловая оценка. Относя фактическую себестоимость прессов к их интегральной оценке, получают стоимостной множитель. При расчете по формуле (3.26) берется усредненный стоимостной балловый множитель по существующим прессам.
Ниже показан пример расчета себестоимости проектируемого горячештамповочного пресса усилием 4000 тс.
В табл. 3.17 приведены основные технические параметры проектируемого пресса и аналогичных серийно выпускаемых прессов.
Расчетная себестоимость и интегральная балловая оценка прессов КА8546 и К8548В послужили основой для расчета стоимостного баллового множителя. Результаты этого расчета приведены в табл. 3.18.
Т аблица 3.18
Расчет стоимостного баллового множителя
| Модель пресса | Интегральная балловая оценка | Расчетная себестоимость, руб. | Стоимостной балловый множитель, руб/балл | Среднее значение множителя |
| КА8546 К8548В | 4,1277 5,3035 | 220 419 323 730 | 53 400 61 041 | 57 220 |
Интегральная балловая оценка проектируемого пресса согласно формуле (3.25) и данным табл. 3.14, 3.16 и 3.17 составляет
Бат = 4,428 • 0,283 + 9,18-0.125 + 4,04-0,129 -+ 2,487 • 0,069 +
+ 2,51 -0,15 + 3,456-0,244 = 4,313 балла.
Себестоимость проектируемого пресса С„ = 57 220-4,313 = = 246 790 р.
3.3. МЕТОДЫ ОЦЕНКИ СЕБЕСТОИМОСТИ ПУТЕМ РАСЧЛЕНЕНИЯ ОБЪЕКТА ПРОЕКТИРОВАНИЯ И АНАЛИЗА
Рассмотренные выше методы целостной оценки себестоимости и других экономических показателей проектируемых машин базируются на исходных данных о машинах в целом. Использование исходной информации о машинах в целом, без выделения сведений о сборочных единицах и деталях, не позволяет выполнить точные расчеты себестоимости и других показателей. В обобщенных расчетах нельзя учесть конкретные изменения, вносимые при конструировании в отдельные составные части, применение новых материалов и покупных изделий вместо морально устаревших и менее надежных. На укрупненные расчеты не влияют также усовершенствования в конструкции, связанные с повышением технологичности, развитием унификации и стандартизации.
Поэтому методы целостной оценки показателей могут быть достаточными лишь на ранних этапах проектирования; разработки технического задания и эскизного проектирования. На этапах технического и рабочего проектирования, когда появляются чертежи сборочных единиц и деталей, спецификации покупных изделий и стандартных деталей, необходимо использовать методы дифференцированной оценки путем расчленения объекта (машины) на его составные части, причем расчленение может быть доведено до той или иной степени подробности.
Можно рассматривать машину как совокупность нескольких крупных сборочных единиц, а себестоимость, трудоемкость и другие показатели на машину рассматривать как сумму тех же показателей по сборочным единицам. Можно довести расчленение до отдельных деталей и расчет показателей на машину складывать из подетальных показателей. При проведении ФСА расчленение может быть подробнее: детали разделяются на функциональные элементы и определяются затраты по этим элементам.
Выделяют две группы поэлементных методов оценки показателей: поединичного расчленения и подетального расчленения.
Еще по теме Метод экспертных оценок:
- метод экспертных оценок
- Метод экспертных оценок.
- Метод экспертных оценок
- А. Усреднение экспертных оценок
- ПРИЛОЖЕНИЕ 11 Бланк экспертных оценок для определения этапа развития команд.
- Метод индивидуальных оценок
- Методы получения ТочечныХ оценок
- Метод суммарных оценок
- Технология экспертных методов
- Экспертный метод прогнозирования
- Индивидуальные экспертные методы
- 2.4. Метод экспертного анализа функционально- технологической структуры бизнеса
- Глава 16 ИЗУЧЕНИЕ ОЦЕНОК РЕЧИ КАК МЕТОД ИССЛЕДОВАНИЯ В ОБЛАСТИ КУЛЬТУРЫ РЕЧИ