5.7.Оценка ресурса и долговечности вибрационных химико-механических покрытий
5.7.1, Методика проведения испытаний для назначения ресурса пар трения
Испытаниям подвергались следующие образцы:
- исходные - шлифованные;
- покрытые дисульфидом молибдена.
Размер образцов - роликов для машины трения: наружный диаметр 50 мм; внутренний диаметр 16 мм; высота 10 мм. Покрытие порошком M0S2 производилось в вибрационной установке УВГ 4?10 в среде стальных закаленных шаров 0 2 9 мм и порошка M0S2. Режимы обработки: амплитуда Аа - 4 мм; частота f - 33 Гц; время 30-150 мин. Результаты представлены на рис.5.26.
229

Рис. 5.26. Изменение коэффициента трения по времени: 1 - сталь ШХ15; 2 - сталь ШХ15
- покрытие Мо82;3 чугун СЧ 21-40 исх.; 4 - чугун СЧ 21-40 - покрытие МоБ2
Из графика (рис.5.27) видно, что коэффициент трения образцов с вибрационным химико-механическим покрытием значительно выше, чем без покрытшт
Рис. 5.27. Диаграммы изнашивания исходных и покрытых образцов: 1 - сталь ШХ15; 2 - сталь 40Х; 3 - чугун СЧ 21 -40
При определении износостойкости весовым методом за базу испытаний было принято Зчаса.
Износ исходных образцов из стали ПИСІ5, 40Х и чугуна СЧ 21-40 составил соответственно 0,04; 0,117; 0,175 г/ч. В результате обработки и нанесения пленки M0S2 износ уменьшился до 0,002; 0,012; 0,05. Произошло уменьшение износа чугуна в 3,5 раза, стали - от 10 до 20 раз!.
Для этой серии экспериментов подготовлены образцы исходные, покрытые дисульфидом молибдена и кистью.
Образцы испытывались при трении качения с 20%-м проскальзыванием, при комнатной температуре, нагрузке 1000 Н.
Результаты сравнительных испытаний представлены в табл. 5.6 и на рис!. 5.28.
Таблица 5.6
Испытание при трении качении
| № п/п | Марка материала | Исходное состояние | Коэффициент трения |
| 1 | БрАЖН-10-4-4 | ИБіифование | 0,19 |
| 2 | БрАЖН-10-4-4 | Кистью | 0,14 |
| 3 | БрАЖН-10-4-4 | ВиХМП M0S2 | 0,04 |
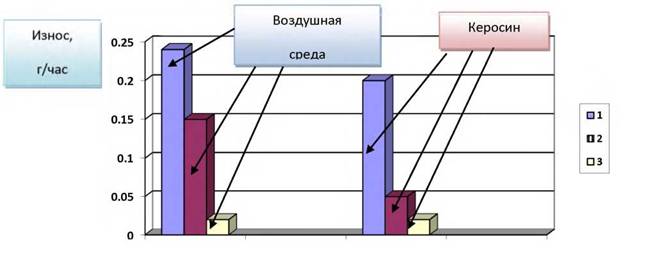
Рис.
5.28. Диаграммы изнашивания бронзового образца: 1 - исходный; 2 -кистью; 3 -ВиХМТП МоБ 2
Из рис. 5.28 видно, что нанесение покрытия M0S2 приводит к значительному уменьшению коэффициента трения с 0,19 в исходном состоянии до 0,04 после обработки. Износостойкость покрытого образца возрастает в 17 раз..
Также были проведены испытания титанового сплава ВТ20 - сталь 1Х12Н2ВМФ.
Титан и его сплавы, обладая высокими механическими свойствами, небольшим удельным весом, высокой коррозионной стойкостью, имеют очень плохие антифрикционные свойства. Трение титана сопровождается образованием узлов схватывания даже при небольших нагрузках.
С целью повышения износостойкости титана образцы подвергались вибрационному упрочнению и нанесению ВиХМТП M0S2. Испытания проводились на машине трения при трении качения с 20%-м проскальзыванием, нагрузке 400Н (q = 90MΠa), комнатной температуре, всухую.
Результаты экспериментов представлены на рис. 5.29, 5.30. Из графиков видно, что исходные образцы имеют высокий коэффициент трения. Вибрационное упрочнение приводит к уменьшению коэффициента трения с 0,35 до 0,25. Но через 60 мин коэффициент трения возрастает в результате навалакивания титана на сталь. Покрытие титана дисульфидом молибдена приводит к уменьшению коэффициента трения в 3,5 раза за счет образования слоя смазки. Отмечается увеличение износостойкости покрытого образца до 20 раз..

Рис. 5.29. Изменение коэффициента трения. При работе пары ВТ-20 - сталь 1Х12Н2ВМФ всухую: 1 - исходная; 2 - виброупрочненная; 3 - ВиХМТП МоБ 2
232

Рис. 5.30. Диаграмма изнашивания титанового образца всухую: 1 - исходный; 2 - виброупрочненный; 3 - ВиХМТП МоБ 2
Поскольку в конкретных условиях пары титан ВТ20 - сталь 1Х12Н2ВМФ и БрАЖН-10-4-4 - сталь 30ХЗВА работают в среде керосина, были проведены эксперименты по определению влияния покрытия на коэффициент трения и износостойкость при работе в условиях проточного керосина.
1. Титан ВТ-20 - сталь 1Х12Н2ВМФ.
Режимы обработки и условия эксплуатации такие же, как и при работе всухую. Результаты экспериментов представлены на рис. 5.31, 5.32.
Из графиков на рис. 5.31 видно, что при работе в керосине покрытие M0S2 образца приводит лишь к незначительному уменьшению коэффициента трения. Однако после полного истирания покрытия образцы приобретают гладкую блестящую поверхность, нет следов схватывания, что приводит к значительному увеличению износостойкости.
233

Рис.5.31. Изменение коэффициента трения. При работе пары ВТ20 - сталь 1Х12Н2ВМФ в керосине: 1 - исходная; 2 - виброупрочненная; 3 - ВиХМТП МоБ 2

Рис. 5.32. Диаграммы изнашивания титанового образца. При работе в керосине: 1 - исходный; 2 - виброупрочненный; 3 -ВиХМП МоБ2
Результаты сравнительных испытаний при работе в керосине этой пары представлены в табл. 5.7.
Таблица 5.7
Сравнительные испытания для оценки коэффициента трения
| Марка материала | Исходное состояние | Коэффициент трения |
| БрАЖН-10-4-4 | ПБіифование | 0,14 |
| БрАЖН-10-4-4 | Виброупрочнение | 0,12 |
| БрАЖН-10-4-4 | ВиХМТП M0S2 | 0,09 |
При работе в керосине отмечается также уменьшение коэффициента трения при покрытии M0S2 с 0,14 до 0,09. Тем не менее коэффициент трения при работе в керосине гораздо выше, чем при работе всухую (0,04).
Увеличение коэффициента трения при работе пар трения, покрытых дисульфидом в керосине, объясняется разрушением пленки твердосмазочного покрытия, проникновением керосина в трещины, что приводит к отслаиванию слоя смазки, нарушению ориентации частиц.
Известно, что твердосмазочные покрытия применяются в условиях, когда жидкие и консистентные смазки малоэффективны или неработоспособны.
Однако представляет интерес влияние ВиХМТП на работу пар трения в обычных условиях - в среде жидкой смазки.
Для проведения исследований были взяты следующие пары трения: сталь ШХ15 - 40Х и сталь 40Х - чугун СЧ21 -40. Условия подготовки и проведения экспериментов - как и в первом случае. Покрытые образцы крепились на нижнем шпинделе и частично погружались в ванночку с индустриальным маслом, уровень которого поддерживался постоянным.
В табл.5.8 и на рис. 5.33 представлены результаты испытаний.
Таблица 5.8
Износ образцов исходных и покрытых M0S2 при работе в масле
| Марка пары трения | Исходное состояние | Износ, г/час |
| Сталь ШХ15 | ПТшфование | 0,0026 |
| Сталь 40Х | ПТшфование | 0,0027 |
| Сталь ШХ15 | Покрытие M0S2 | 0,0000 |
| Сталь 40Х | ПТшфование | 0,0007 |
| Сталь 40Х | ПТшфование | 0,0101 |
| Чугун СЧ 21-40 | ПТшфование | 0,0021 |
| Сталь 40Х | Покрытие M0S2 | 0,0000 |
| Чугун СЧ 21-40 | ПТшфование | 0,0007 |
На основании проведенных исследований можно отметить, что процесс вибрационного упрочнения с нанесением покрытия M0S2 приводит к уменьшению коэффициента трения и повышению износостойкости пар трения при работе не только в воздушной среде, но и в среде масла.
Износ при работе втечение 3 часов практически отсутствует .

Рис. 5.33. Изменение коэффициента трения при работе в масле: 1 - сталь ШХ15; 40Х - оба исх.; 2 - сталь ШХ15, покрытие МоБ2 - 40Х исх.; 3 - сталь 40Х - чугун СЧ 21-40 - оба исх.; 4 - сталь 40Х, покрытие МоБ 2 - чугун СЧ 21-40 исх.
Проведенные эксперименты позволяют сделать вывод, что пленка дисульфида молибдена значительно снижает коэффициент трения, уменьшает износ сопряженных пар.
Таким образом, виброволновое воздействие в среде металлических шаров позволяет совместить три этапа нанесения твердосмазочного покрытия:
- подготовка поверхности под покрытие;
- нанесение пленки дисульфида молибдена;
- приработка поверхностного слоя покрытия.
На основании проведенных рентгеноструктурных исследований можно предположить, что в данном процессе, благодаря большим контактным давлениям, даже при температуре 420К в зоне соударения происходит химическое
взаимодействие порошка дисульфида молибдена с поверхностью детали, и на границе раздела «металл-покрытие» образуется слой, состоящий из дисульфидов и частично окислов железа.
Определены численные значения основных параметров процесса с учетом порошка дисульфида молибдена в зоне контакта рабочей среды с обрабатываемой деталью. Определены оптимальные режимы и продолжительность обработки. Подтверждены модельные представления [74, 75].
5.7.2 .Исследования износа при трении
Исследования проводились на универсальной машине трения МТУ-1 (рис.5.34). Она предназначена для испытания металлов на трение и износ, а также для определения антифрикционных свойств покрытия при трении скольжения и качения.

Рис. 5.34. Общий вид универсальной машины трения МТУ-1
Конструкция машины МТУ-1 позволяет вести непрерывную регистрацию и запись момента трения в процессе испытания образцов с помощью бесконтактного индуктивного датчика и электронного потенциометра.
Твердосмазочное покрытие, нанесенное на трущуюся поверхность однократно, должно обеспечить полный ресурс работы изделия. Поэтому долговечность покрытия, то есть стойкость его к истиранию, является одной из основных эксплуатационных характеристик. Долговечность работы покрытия дисульфид молибдена определялась временем от начала эксперимента до резкого возрастания момента трения (полного истирания пленки).
Известно, что для увеличения адгезионной способности покрытия дисульфида молибдена, а следовательно, и его долговечности детали после обработки выдерживают обычно в термостате при температуре 420-450К в течение одного часа. Проведенные на машине трения испытания показали, что термическая обработка вибрационного механохимического твердосмазочного покрытия дисульфида молибдена приводит к увеличению долговечности пленки. При обработке образцов из стали ШХ15 получены следующие результаты (табл. 5.9).
Таблица 5.9
Долговечность ВиХМТП дисульфида молибдена
| Температура, К | 293 | 373 | 420 | 470 | 520 | 300 |
| Долговечность покрытия, мин | 355 | 517 | 600 | 580 | 465 | 453 |
Условия испытания: скорость скольжения 0,43 м/с, нагрузка 1600H (q = 640 МПа ), комнатная температура, всухую.
Анализ результатов экспериментов показал, что нагрев покрытых образцов до температуры 420 К позволяет увеличить долговечность покрытия на 70%.
Поскольку термообработка покрытия дисульфида молибдена после нанесения увеличивает его износостойкость, а вибрационная обработка позволяет
производить нагрев в процессе нанесения покрытия, были проведены следующие эксперименты. Нанесение покрытия осуществлялось на оптимальных режимах: амплитуда колебаний 2,5 мм; частота колебаний 33,3 Гц; продолжительность обработки 60 мин. Изменение долговечности покрытия в результате обработки при повышенной температуре определялось на машине трения в тех же условиях. Результаты полученных исследований приведены в табл. 5.10.
Таблица 5.10
Износостойкость дисульфид молибдена
| Температура, К | 293 | 373 | 420 |
| Износостойкость и долговечность покрытия, мин | 355 | 558 | 694 |
Термообработка покрытия дисульфида молибдена в процессе нанесения позволяет увеличить долговечность покрытия почти в два раза по сравнению с нанесением покрытия без подогрева и на 16% по сравнению с термообработкой покрытия после нанесения.
На основании проведенных результатов был предложен способ нанесения дисульфида молибдена с подогревом, позволяющий повысить качество наносимого покрытия за счет увеличения адгезии порошка, ориентации частиц. Совмещение этих процессов позволяет также сократить время обработки. В работе были исследованы смазочные свойства и долговечность покрытия модифицированного порошка дисульфида молибдена. Адгезионная способность покрытия увеличивается при образовании на поверхности трения сульфидов железа. Для того чтобы сульфиды могли выполнить роль модификаторов твердой смазки, необходимо, чтобы их термодинамическая стабильность была ниже, чем у сульфидов, образующихся в результате взаимодействия с металлом и модификатором, и ниже, чем у вещества, используемого в качестве твердой смазки. Эффективными считаются такие модификаторы, которые предпочтительнее взаимодействуют с металлом поверхности трения, чем с
твердой смазкой. С этой целью в качестве модификаторов были исследованы сульфиды свинца (PbS), кадмия (CdS), цинка (ZnS) и другие .
Долговечность покрытия определялась на машине трения при скорости скольжения 0,42 м/с, нагрузке 16()011. Лучшие результаты получены при использовании в качестве модификатора сульфида свинца (табл. 5.11).
Таблица 5.11
Износостойкость и долговечность покрытия
| Концентрация PbS, % | 0 | 10 | 30 | 40 |
| Долговечность покрытия, мин | 355 | 585 | 1200 | 1000 |
Долговечность покрытия повышается более чем в три раза в результате добавления к порошку дисульфида молибдена сульфида свинца. Когда при относительном скольжении двух поверхностей происходит разрушение пленки и наступает непосредственный контакт металла, то происходит повышение температуры за счет тепла трения. Благодаря этому создаются благоприятные условия для протекания реакции между модификатором и металлом, в результате которой образуются сульфиды железа. Сульфиды железа, с одной стороны, «залечивают» прорыв антифрикционного покрытия и устр аняют микросхватывание контактирующих поверхностей, что в конечном итоге приводит к увеличению износостойкости покрытия. С другой стороны, образование на поверхности трения сульфидов железа улучшает смазочные свойства дисульфида молибдена за счет повышения его адгезионной способности.
Одно из основных эксплуатационных свойств смазочного материала - его способность снижать величину коэффициента трения, уменьшать износ сопряженных поверхностей, предотвращать процессы схватывания.
В данном разделе приведены результаты определения коэффициента трения и износостойкости пар трения при нанесении ВиХМТП.
Коэффициент трения вычислялся по установившемуся моменту трения
 I гдеМ - момент трения, кГс-см; F - нагрузка на образец, кг; R - радиус образца, см.
I гдеМ - момент трения, кГс-см; F - нагрузка на образец, кг; R - радиус образца, см.
Износостойкость оценивалась весовым износом путем взвешивания образцов до и после испытания на аналитических весах с точностью до 0,2 мг.
При соприкосновении двух (1и2) цилиндрических тел с параллельными осями наибольшее давление на площадке их соприкосновения определялось по формуле где С - наибольшее давление на площадке контакта, равное наибольшему сжимающему напряжению, кг/см2; Р - нагрузка,кгс ; D - диаметр образца, см; /i - коэффициент Пуассона (0,28); Е - модуль упругости (2,0 + 2,1-105МШа).
где С - наибольшее давление на площадке контакта, равное наибольшему сжимающему напряжению, кг/см2; Р - нагрузка,кгс ; D - диаметр образца, см; /i - коэффициент Пуассона (0,28); Е - модуль упругости (2,0 + 2,1-105МШа).
Наибольшие давления на площадке соприкосновения образцов при разных нагрузках представлены в табл. 5.12.
Таблица 5.12
Давление на площадке соприкосновения образцов
| Нагрузка Р, Н | Нагрузка на единицу длины Р, МПа | Наибольшее давление q, МПа |
| 500 | 5 | 364 |
| 750 | 7,5 | 450 |
| 1000 | 10 | 520 |
| 1500 | 15 | 635 |
| 2000 | 20 | 740 |
5.7.3, Оценка долговечности ВиХМП
Долговечность зависит от адгезионной прочности покрытия за период его эксплуатации. Изменение этого показателя приведено на рис.5.35. Адгезионная
прочность покрытия оценивалась для покрытия, сформированного в условиях вибрационного воздействия и механического - кистью.
Как видно из графика, лучшей адгезионной способностью обладает покрытие, полученное за 60 минут обработки.

Рис. 5.35. Зависимость числа адгезии частиц порошка от времени обработки
С целью определения оптимального времени нанесения покрытия были проведены также эксперименты по выяснению его влияния на долговечность пленки. Для этого образцы (ролики из закаленной стали 45) обрабатывались в течение 30, 60, 120 и 180 минут. Определение долговечности работы покрытия проводилось на машине трения СМЦ-2 при нагрузке 2000H (q = 850 МПа), в воздушной среде при комнатной температуре. Результаты исследований оценивались по времени от начала работы до резкого возрастания момента трения. Полученные данные представлены на рис. 5.36.
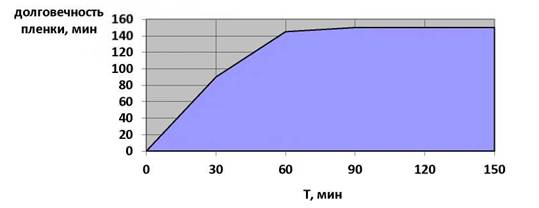
Рис. 5.36. Зависимость долговечности пленки МоБ 2 от времени обработки
Из графика видно, что долговечность пленки возрастает при обработке в течение часа. Дальнейшее увеличение времени обработки существенного влияния на долговечность покрытия не оказывает. Аналогичные результаты получены в работах [134, 139].
В качестве общих закономерностей влияния времени нанесения покрытия на толщину, сплошность, адгезионную способность и долговечность пленки можно отметить, что наиболее оптимальными свойствами обладает покрытие M0S2, полученное в течение 60 минут.
Еще по теме 5.7.Оценка ресурса и долговечности вибрационных химико-механических покрытий:
- Технологические возможности и перспективы использования вибрационного химико-механического цинкового покрытия
- Эксплуатационные показатели вибрационного химико-механического твердосмазочного покрытия
- 5.12. Коррозионная стойкость комбинированного вибрационного высокоресурсного химико-механического оксидного покрытия
- Рекомендации по обеспечению качества и применению вибрационных технологий для нанесения химико-механических покрытий
- Формирование вибрационного химико-механического оксидного покрытия (ВиХМОП)
- Механизм формирования вибрационного химико-механического твердосмазочного покрытия (ВиХМТП) дисульфида молибден
- Технико-экономическое обоснование эффективности применения комбинированных вибрационных химико-механических оксидных покрытий
- 3.8. Особенности механизма формирования вибрационного химикомеханического оксидного покрытия (ВиХМОП)
- Особенности механизма формирования вибрационного хим и ко- механического цинкового покрытия (ВиХМЦП)
- 2.5.5. Определение сквозной и поверхностной пористости химико-механического покрытия
- Технико-экономический анализ результатов использования комбинированных высокоресурсных химико-механических покрытий наоснове дисульфида молибдена
- Влияние технологических воздействий на качество комбинированных химико-механических покрыти