Управление качеством переходной зоны «металл-покрытие»
5.6.1. Свойства твердосмазочных покрытий при трении
Образование химических соединений определяется химической активностью твердой смазки по отношению к металлам тел трения.
Условия нанесения вибрационного химико-механического покрытия на основе дисульфида молибдена моделируют приработку двух скользящих поверхностей, покрытых МоБ:.
Поэтому большой интерес представляет определение химической активности дисульфида молибдена и состава продуктов, образующихся на границе раздела «металл-покрытие» в результате химического взаимодействия твердой смазки с металлом в процессе вибрационной обработки.Химическая активность МоБ2 оценивалась методом рентгеноструктурного фазового анализа на ионизационном дифрактометре УРС-50ИМ при железном К- излучении по стандартной методике.
В результате высоких давлений или температур в зоне контакта может происходить химическое взаимодействие между твердой смазкой и металлом.
В последнее время предприняты попытки описать механизм трения, в котором основную роль играют процессы, вызванные пластической деформацией, то есть процессы механохимии. Однако последние не имеют экспериментального подтверждения, вот почему делается попытка описать сложные явления трения с
помощью универсальной модели - представления об особом состоянии твердого тела в зоне контакта. При импульсном контактном нагружении происходит локальная квазиаморфизация твердого тела, возникают частицы с большой энергией. Такое состояние является причиной возникновения химических реакций.
Образование химических соединений определяется химической активностью твердой смазки по отношению к металлам тел трения.
Условия нанесения вибрационного химико-механического покрытия на основе дисульфида молибдена моделируют приработку двух скользящих поверхностей, покрытых МоБ:. Поэтому большой интерес представляет определение химической активности дисульфида молибдена и состава продуктов, образующихся на границе раздела «металл-покрытие» в результате химического взаимодействия твердой смазки с металлом в процессе вибрационной обработки.
Химическая активность МоБ2 оценивалась методом рентгеноструктурного фазового анализа на ионизационном дифрактометре УРС-50ИМ при железном К- излучении по стандартной методике .
Образцы для рентгеноструктурных исследований приготовлялись из порошка. Так как основной интерес представляли процессы, происходящие на границе раздела «металл-покрытие», приготовление порошка производили по следующей методике. На образцы из отожженной стали ШХ 15 наносили ВиХМТП МоБ2. Затем, после удаления избытка порошка с поверхности образцов, покрытие очищалось механическим способом, а образовавшийся в процессе обработки поверхностный слой металла снимался напильником. Полученный таким образом порошок, состоящий из частиц МоБ2 и металла переходной зоны, подвергался исследованиям.
Приведенные в табл.5.4 данные показывают, что порошок в основном содержит дисульфид молибдена и материал подложки - aFe цементит Fe3C . В то же время имеются линии, которые свидетельствуют о наличии в исследуемом порошке сульфидов FeS, FeS2 и окислов железа FeO, Fe2O3, Fe3O4 .
Таблица 5.4
Рентгеноструктурные исследования образцов с дисульфидом молибдена
| Номер линии | Расчетное А | Табличное А | Фаза |
| 1 | 6,09 | 6,15 | МоS2 |
| 2 | 2,52 | 2,51 | Fe2O3 |
| 2,53 | Fe3O4 | ||
| 2,501 | МоS2 | ||
| 3 | 2,49 р | МоS2 | |
| 4 | 2,27 | 2,277 | МоS2 |
| 5 | 2,23 в | МоS2 | |
| 6 | 2,02 | 2,01 | aFe |
| 7 | 1,83 | 1,830 | МоS2 |
| 8 | 1,58 | 1,581 | МоS2 |
| 1,583 | Fe3C | ||
| 9 | 1,53 | 1,538 | МоS2 |
| 10 | 1,43 | 1,428 | aFe |
| 1,430 | Fe3C | ||
| 11 | 1,29 | 1,2983 | МоS2 |
| 1,299 | FeS | ||
| 1,293 | FeO | ||
| 12 | 1,17 | 1,179 | FeS |
| 1,166 | aFe | ||
| 13 | 1,12 | 1,121 | Fe3O4 |
| 1,126 | Fe3C | ||
| 14 | 1,10 | 1,1015 | МоS2 |
| 1,105 | FeS, FeS2 | ||
| 1,104 | Fe2O3 | ||
| 15 | 1,01 | 1,010 | aFe |
При тяжелых режимах трения на воздухе в зоне контакта в присутствии серосодержащих твердых смазок МоБ2 и WS2 происходит образование сульфидов
(FeS, FeS2) и окислов железа.
Как отмечалось выше, химическое взаимодействие происходит под действием высоких давлений или температур.Процесс нанесения вибрационного химико-механического покрытия сопровождается высокими контактными давлениями в зоне соударения и образованием локальных температурных вспышек.
На основании проведенных рентгеноструктурных исследований можно предположить, что в данном процессе, благодаря большим контактными давлениями, превышающим предел текучести обрабатываемого материала, и температуре в зоне контакта, происходит химическое взаимодействие порошка МоS2 с поверхностью детали на границе раздела «металл-покрытие». Образуется химически модифицированный граничный слой, содержащий сульфиды и частично окислы железа.
5.6.2. Микротвердость, толщина и прочность сцепления дисульфидамолибдена с поверхностью металла
Микротвердость поверхностного слоя исследовалась на прямоугольных образцах размером 10?10?25 мм из стали 45. Сталь 45 подвергалась различной термической обработке.
Применялись:
1) отожженные образцы (180 НВ) с ферритно-перлитной структурой;
2) закаленные образцы при 1130 К после высокого отпуска при 770К (250 НВ), имеющие структуру сорбита закалки;
3) закаленные образцы при 1130 К после низкого отпуска при 470К (550 НВ), со структурой мартенсита отпуска.
До и после обработки микротвердость замерялась в отмеченной зоне на приборе ПМТ-3. Определение микротвердости закаленной стали производилось при нагрузке 100 г, отожженной - 50 г.
Микротвердость определялась на расстоянии 10, 20, 30, 50, 100, 200, 300, 500 и 1000 мкм от поверхности. Замеры производили в пяти различных точках изучаемой зоны (рис. 5.19).
Микротвердость отожженной стали определялась как средняя микротвердость ферритных и перлитных составляющих.
Обработка производилась при амплитуде колебаний 2,5 мм; частоте колебаний 33 Гц; продолжительности 60 мин.
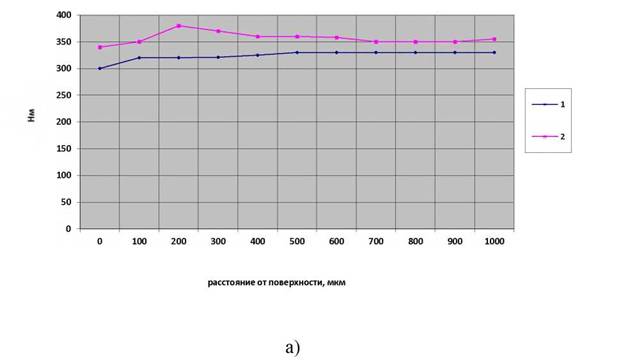
Для стали с твердостью 550 НВ (мартенсит отпуска) наблюдается лишь незначительное увеличение микротвердости до 4%.
Для стали с твердостью 250 НВ (сорбит закалки) при обработке в шарах с порошком Мо32 максимальное увеличение микротвердости (10%) отмечается на глубине 150 мкм.
При обработке отожженной стали 180 НВ (ферритно-перлитная структура) микротвердость увеличивается на 23%. Максимальное увеличение микротвердости наблюдается на глубине около 100 мкм.
Анализ полученных результатов показывает, что с увеличением твердости обрабатываемого материала (рис. 5.17) отмечается уменьшение микротвердости поверхностного слоя в процессе вибрационной обработки в среде стальных шаров с порошком дисульфида молибдена вследствие различной упрочняемости стали, имеющей разную структуру.
220
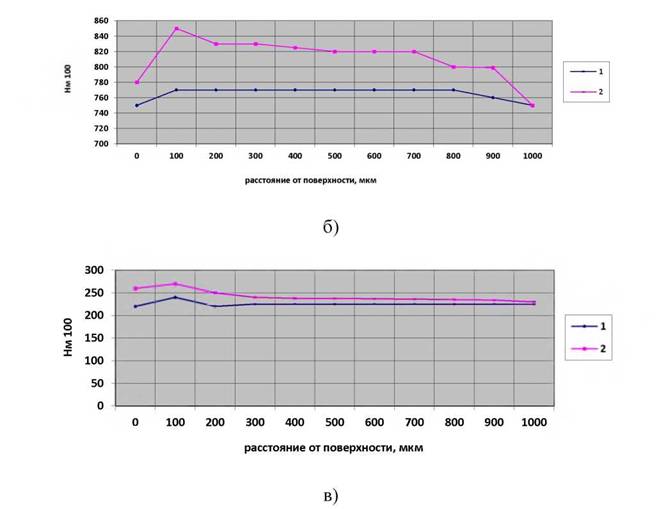
Рис. 5.17. Изменение микротвердости стали 45 с различной структурой: а - мартенсит отпуска; б - сорбит закалки; в - ферритно-перлитная; 1 - исходный образец; 2 - после нанесения ВиХМТП Мо8 2
Максимальное увеличение микротвердости 25 30% отмечается у отожженной стали. Это, вероятно, можно объяснить еще и тем, что при обработке материалов, имеющих твердость меньше твердости частиц порошка дисульфида молибдена, пластическая деформация происходит также под действием наносимого покрытия. В процессе обработки отмечаются некоторые изменения микроструктуры поверхностного слоя стали.
Мартенситная структура после обработки в шарах с дисульфидом молибдена в течение одного часа не обладает ярко выраженной игольчатостью, а имеет более размытую, сглаженную картину (рис.5.18). Сорбитная структура
становится более мелкой на поверхности, край образца сильно деформирован (рис. 5.19).
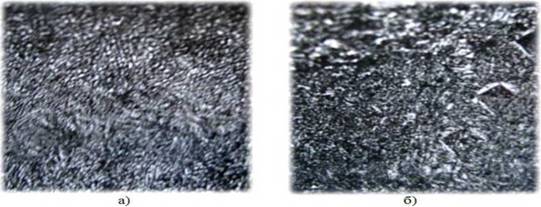
Рис. 5.18. Сталь 45 (НВ 550):а - до обработки; б - после обработки (?800)
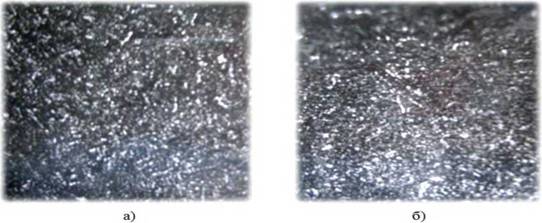
Рис.
5.19. Сталь 45 (НВ 250):а - до обработки; б - после обработки (?800)При обработке стали с ферритно-перлитной структурой происходит вытягивание зерен перлита параллельно обрабатываемой поверхности. Зерна феррита из отдельных, ясно различимых островков переходят в рассеянные в перлитной матрице. Наблюдается дробление и уменьшение размеров зерен.
Деформация поверхностного слоя отличается также при обработке стали с мартенситной и сорбитной структурой. В исходном образце фиксировалась зона: вдоль поверхности образца - 100 мкм, вглубь - 700 мкм. После обработки размеры стали 115 и 675 мкм соответственно.
С целью установления параметров твердости нанесённого покрытия на более высоком уровне и оценки изменений, происходящих с ним, была
использована установка Nanotest 600 platform 2, которая позволила определить, как меняется твердость покрытия в диапазоне размеров 500-1000 нм, что фактически дает оценку влияния виброволнового воздействия непосредственно на изменения в структуре покрытия на наноуровне.
Исследование твердосмазочного покрытия проводили на предварительно полированных образцах из стали 45 в обычном диапазоне времени, размер всех образцов составлял 10x10 мм. Микротвердость исходной поверхности представлена на рис.5.20.
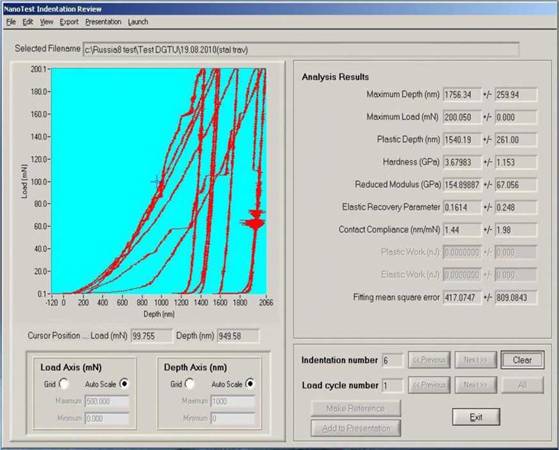
Рис. 5.20 Исходный образец. Материал - сталь 45; площадка 500-1000 нм
Микротвердость исходного образца сталь 45 составляла max 3,67 (GPa). После нанесения покрытия замеры проводились в той же зоне, при этом определялась твердость дисульфида молибдена, а не стали.
После обработки замеры микро/нанотвердости представлены на рис.5.23.
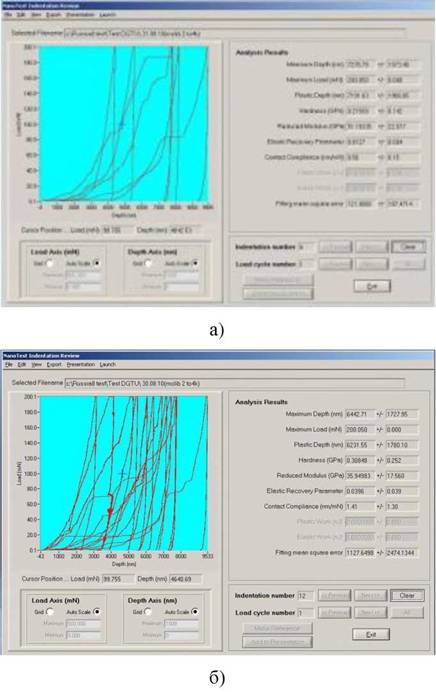
Рис.5.21. Микротвердость поверхности вибрационного химико-механического твердосмазочного покрытия. Материал- сталь 45; площадка 500-1000 нмт/ - составляет max 0.21 (GPa); время 30 мин; б -max 0.31(GPa); время 60 мин.
Измерение микротвердости по остаточному отпечатку на макро- и микромасштабах регламентируется ГОСТ 9450-76. В соответствии с данным стандартом минимальная нагрузка составляет 5г, а размер отпечатка должен быть не менее 4 мкм. Эти ограничения в значительной степени обусловлены
предельными техническими характеристиками оптической системы наблюдения отпечатка. Однако этот метод можно применять и на субмикронном масштабе, если линейные размеры остаточного отпечатка определяются методами сканирующей зондовой микроскопии (СЗМ), а не оптической микроскопии. Исследование остаточных отпечатков ВиХМЦП методами СЗМ дает возможность определить не только проекцию площади остаточного отпечатка, но и его глубину, а также учесть площадь пластических навалов при определении контактной площади отпечатка. Таким образом, применение СЗМ позволяет распространить применение данного метода в область нагрузок, существенно меньших 5г. При этом методически такой подход является наиболее близким к способам определения твердости на микро- и макромасштабах, что дает возможность проследить значения микротвердости от эталона к рабочим средствам измерения, применяемым для измерения механических свойств ВиХМЦП на субмикронных масштабах.
При переходе к наномасштабным измерениям и уменьшении глубины внедрения индентора (
Еще по теме Управление качеством переходной зоны «металл-покрытие»:
- Механизм химико-механического синтеза на границе «металл-покрытие»
- 1.2 Основные факторы, влияющие на качество покрытия
- Влияние технологических воздействий на качество комбинированных химико-механических покрыти
- 5.8. Энергетические факторы для обеспечения качества комбинированных химико-механических покрытий
- Рекомендации по обеспечению качества и применению вибрационных технологий для нанесения химико-механических покрытий
- 311. Подлежит ли право оперативного управления регистрации в качестве права или в качестве обременения права собственности?
- Влияние тех поло ги чееких фа авторов виброво.тового возддйствия на качество поверхностного слоя покрытий
- 13. ЗОНЫ ЧРЕЗВЫЧАЙНЫХ ЭКОЛОГИЧЕСКИХ СИТУАЦИЙ И ЗОНЫ ЭКОЛОГИЧЕСКОГО БЕДСТВИЯ
- 5.1. Общие подходы к управлению качеством образования
- 6.4. Структурные компоненты управления качеством образования.
- Глава 2. Особенности управления реструкту ризацией и реинжинирингом в условиях переходной экономики
- 5.3. Структура системы управлении качеством в вузе
- 7. Принцип тотального управления качеством.
- 2. Управление качеством профессионального образования.