Образцы и материалы
Образцы и материал, из которого они изготовлены, использовались как стандартные изделия, так и специально изготовленные для исследования микро/нанопрофиля (рис. 2.9). Для проведения экспериментальных исследований по нанесению твердосмазочного и цинкового покрытия были выбраны материалы,
широко применяемые при изготовлении деталей, работающих в тяжелых условиях эксплуатации.
Рис. 2.9. Образцы из стали для исследования микро/нанопрофиля
Определение износостойкости пар трения для твердосмазочных покрытий проводилось на образцах из сталей 30Х3ВА, 1Х128Н2ВМФ, титанового сплава ВТ-20, чугуна СЧ21-40, бронзы БрАЖН -10-4-4.
На основании литературных данных известно, что существует зависимость между адгезионной способностью металлов и долговечностью нанесенных на них покрытий. Так, по величине убывающей адгезионной способности металлы располагаются в следующий ряд: никель >сталь >железо >медь >латунь >алюминий >олово >свинец. Месторасположение титана в этом ряду не установлено. Предполагают, что он располагается на крайнем правом месте, т.е. адгезионная способность титана весьма низкая.
Таким образом, проведя эксперименты на стали и титане, можно будет говорить о возможности нанесения дисульфида молибдена вибрационным способом и на другие материалы.
В качестве образцов использовались специально изготовленные ролики для определения антифрикционных свойств покрытия на машине трения (рис. 2.10).

Рис. 2.10. Образцы для проведения испытаний твердосмазочного покрытия
После фрезерования и токарной обработки образцы шлифовались с обильным охлаждением и малой подачей, затем замерялась шероховатость поверхности, изучалась структура поверхностного слоя.
Вследствие того, что образцы имеют небольшую массу (20 150 г), а интенсивность обработки увеличивается с возрастанием веса деталей за счет большого сопротивления их перемещению рабочей средой и увеличения пути и скорости относительного скольжения частиц рабочей среды и обрабатываемых деталей, образцы закреплялись в специальных оправках:- четырехместные оправки (рис. 2.11, а) применялись для обработки прямоугольных образцов;
- многоместные оправки (рис. 2.11, б) применялись для обработки роликовых образцов.

Рис. 2.11. Оправки для крепления образцов: а - четырехместная оправка; б -
многоместная оправка
При этом ставилось целью улучшение эксплуатационных свойств деталей при минимальных затратах. В табл. 2.2 приведена сравнительная характеристика физико-механических свойств исследуемых материалов. Образцы из сталей для нанесения твердосмазочного и цинкового покрытия изготавливались из листового проката.
Таблица 2.2
Характеристики механических свойств образцов
| Механические свойства, твердость | Обрабатываемая сталь | ||
| 3 | 20 | 45 (улучшение) | |
| Ов, МПа | 380 | 380 | 470 |
| ао,2, МПа | 240 | 250 | 245 |
| НВ | 150 | 156 | 143-179 |
Как видно из таблицы, физико-химические свойства сталей 3 и 20 достаточно близки. Поэтому вызывает интерес, как влияет твердость на формирование
покрытия.
Для исследования процесса вибрационного химико-механического оксидирования были выбраны наиболее распространенные и применяемые в промышленности материалы из алюминия и его сплавов марок АДО, АМц, Д16, АЛ9. Экспериментальные исследования проводились на образцах, изготовленных из листового материала, профилей, прутков и на деталях из литейного сплава.
Для проведения металлографических исследований микро/нанопрофиля
изготовлены специальные образцы (рис. 2.12).
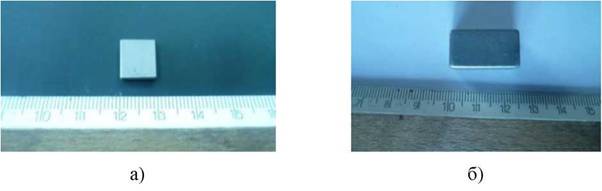
Рис. 2.12. Образцы для проведения испытаний: а - микро/наноуровень; б - микроуровень
2.4.
Еще по теме Образцы и материалы:
- 1.3 Свойства оптических материалов для области спектра 10 мкм. Критерии для выбора оптических материалов мощных лазеров
- 3.3.2. Полученные образцы
- Использование Формата по образцу
- Характеристики исследуемых образцов
- Исследуемые образцы
- Восхождение к образцу
- 4.4.1. Измерение BAX и удельного сопротивления образцов
- Б. Промышленные образцы
- Парадигмальные образцы решения задач
- Приготовление и основные характеристики образцов
- 3.3 Форматирование3.3.1 Формат по образцу
- Подход с предоставлением образца.
- Измерение транспортных и вольт-амперных характеристик образцов