Выбор рабочих сред для обеспечения механического процесса формирования покрытий
При нанесении на обрабатываемые поверхности различных покрытий параметры рабочей среды определяются характеристикой наносимого слоя и конфигурацией детали. Абразивные среды неприемлемы для нанесения покрытий вследствие того, что скорость снятия пленки абразивом равна скорости ее образования.
Поэтому для нанесения вибрационных химико-мехаческих покрытий в качестве рабочих сред используют различные материалы: стальные закаленные полированные шарики, фарфоровые шары, полиэтиленовые шары (гранулы). Металлические шары из стали ШХ 15 (HRC 58-60) различного диаметра (рис. 2.2) применяют в основном для нанесения твердосмазочных покрытий. Они обеспечивают равномерное распределение наносимого вещества во всем объеме рабочей камеры, а также измельчение, втирание и вбивание его в обрабатываемую поверхность.В качестве сухой смазки рекомендовано использовать тонкодисперсный порошок дисульфида молибдена [125, 127] высокой чистоты марки МВЧ-1 (ЦМТУО6-1-68) с содержанием МоБ2 -99,59%, размером частиц 1-7 мкм (рис. 2.3, 2.4).

Рис. 2.2 Рабочая среда - шары из стали ШХ 15
Рис. 2.3. Порошок дисульфида молибдена в натуральную величину
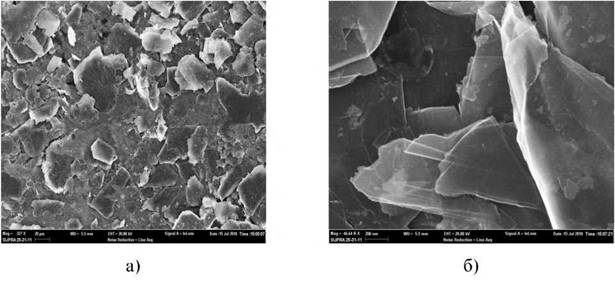
Рис. 2.4. Порошок дисульфида молибдена: а - масштаб 2 мкм; б - масштаб 200 нм
Дисульфид молибдена, используемый в промышленности, имеет следующие физико-химические свойства:
| Внешний вид | - черный с металлическим блеском. |
| Плотности» | - 4,7-4,8 г/см3. |
Термическая стабильность до температуры, °С:
| в вакууме | - 1185; |
| в аргоне | - 1340; |
| в воздухе | - 450; |
| в кислороде | — окисляется при нормальной температуре. |
| Структура | - слоистая гексагональная. |
| Твердость по шкале Мооса | - 1-1,5. |
Для нанесения вибрационного химико-механического цинкового покрытия в качестве рабочей среды целесообразно использовать химически стойкие фарфоровые или стеклянные шары (рис.
2.5), обладающие относительно высокой твердостью.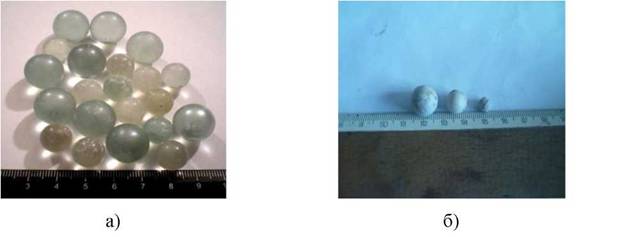
Рис. 2.5. Образцы рабочих сред: а - стекло; б - фарфор
При нанесении ВиХМП на поверхность стальных деталей выбор рабочей среды определяется прежде всего ее физико-химическими свойствами. В табл.2.1 приведена сравнительная характеристика механических свойств рабочих сред.
Таблица 2.1
Сравнительная характеристика механических свойств рабочих сред
| Механические свойства (твердость, шероховатость) | Рабочая среда | |
| Фарфоровые шары 0 5-10 мм | Стеклянные шары 0 10 мм | |
| Ов, Мпа | 40... 120 | 20 ... 90 |
| Мкм | 0,08 | 0,02 |
Рабочие среды не должны взаимодействовать с химически активным раствором, должны быть нейтральными к налипанию цинка и обладать высокой твердостью.
Фарфоровые шары при наличии требуемых свойств имеют одно существенное преимущество - обладают незначительной абразивной
способностью. Это позволяет лучше активировать поверхности детали, не повреждая формирующееся покрытие, так как скорость активации меньше скорости образования покрытия, что способствует ускорению прикатодных миграционных процессов. и тем самым увеличивает скорость нанесения покрытия. В качестве материала покрытия используется цинковый порошок марки ПЦ-2 (ГОСТ - 3640-79) с содержание цинка 99,95% и составом примесей в %: Pb-0,036; Cd-0,01; Sn-0,004 (рис. 2.6, 2.7).
Рис. 2.6. Порошок цинка в натуральную величину
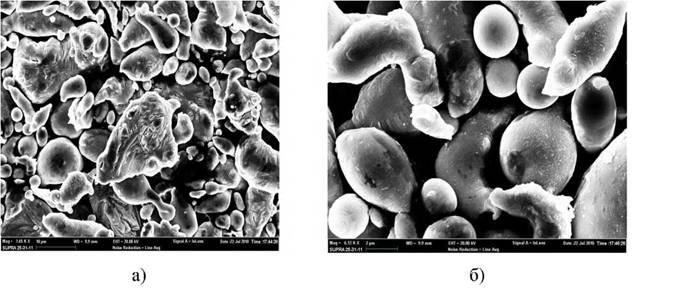
Рис.
2.7. Порошок цинка: а - масштаб 10 мкм; б -масштаб 1 мкмПри нанесении вибрационных химико-механических оксидных покрытий на алюминиевые поверхности выбор рабочей среды определяется прежде всего её физико-химическими свойствами.

Рис. 2.8. Рабочие тела - полиэтиленовые шары 0 2 мм
Рабочая среда не должна взаимодействовать с технологической жидкостью (оксидирующим раствором). Поэтому в качестве рабочей среды используются нейтральные к кислотам полиэтиленовые шары диаметром от 3 до 10 мм (рис. 2.8).
Физико-химические свойства полиэтиленовых шаров:
Удельный вес - 0,92-0,95 г/см3
Предел прочности:
- при растяжении - 110-140 кг/см2;
- при сжатии - 860-990 кг/см2;
- при изгибе - 115 кг/см2.
Твердость по Бринеллю - 25 кг/мм2.
Теплопроводность при 20° кал 1θ0
, см • сек С'
Температурный предел применения материала---------- 45-100 °С.
Водопоглощение за 24 часа при 20° С - 0,01%.
Стойкость к действию кислот и окислителей
(при обычных условиях) - стоек.
2.3.
Еще по теме Выбор рабочих сред для обеспечения механического процесса формирования покрытий:
- 6.4.Обоснование выбора для ВиХМП рабочих сред
- Рекомендации по обеспечению качества и применению вибрационных технологий для нанесения химико-механических покрытий
- 1.4.Обсуждение имеющихся взглядов по физическим положениям механохимии твердого тела применительно к процессу комбинированного формирования химико-механических покрытий
- 4.2.Проектирование технологических процессов для типовых химикомеханических высокоресурсных покрытий
- 5.8. Энергетические факторы для обеспечения качества комбинированных химико-механических покрытий
- Формирование вибрационного химико-механического оксидного покрытия (ВиХМОП)
- 3.8. Особенности механизма формирования вибрационного химикомеханического оксидного покрытия (ВиХМОП)
- Механизм формирования вибрационного химико-механического твердосмазочного покрытия (ВиХМТП) дисульфида молибден
- Особенности механизма формирования вибрационного хим и ко- механического цинкового покрытия (ВиХМЦП)
- Выбор исходных данных для моделирования процесса обработки рабочей цилиндрической поверхности изношенной цапфы мельницы