Пищевая промышленность
Приготовление и упаковка пищевых продуктов включают много различных процессов, большая часть из которых требует нагрева или охлаждения Вследствие того что технология изготовления продукции пищевой промышленности в большинстве случаев тесно 64 связана с упаковкой (например, при производств^ молока или консервированных продуктов), в данной главе рассмотрены вопросы технологии как приготовления, так и упаковки пищевых продуктов.
Определить размер энергопотребления в пищевой промышленности очень трудно, поскольку сюда входит много разнообразных процессов. Кроме того, до настоящего времени вопросы энергоиспользовапия в этой отрасли считались несущественными. В США в 1971 г. было подсчитано, что пищевая промышленность потребляет 900 ПДж [4.11], В Нидерландах пищевая промышленность была поставлена на четвертое место среди энергоемких отраслей, так как ее доля в общем потреблении энергии в промышленности составляет 9% [4.2]. В Великобритании по статистике к пишевой промышленности относится производство продуктов питания, напитков и табачных изделий, причем энергопотребление в этой отрасли в 4 раза выше, чем в Нидерландах, однако методы статистическо- 1 го анализа в этих странах различны. Очевидно, что главной задачей было бы I глубокое изучение всей отрасли пищевой промышленности с многообразием ее ! процессов и инженеры, работающие в этой области, гораздо лучше смогли бы 1 справиться с такой задачей. Однако цель данной книги — процессы, приборы и оборудование, которые разработаны специально для пищевой промышленности, но могут быть весьма интересны для других отраслей. В основном это вопросы, тесно связанные с упаковкой пищевых продуктов.
Рассмотрим две' специфические области пищевой промышленности: производство консервированных продуктов и молочную промышленность (в частности, технологию производства молока и затарива- Йие в бутылки).
При консервировании особый интерес представляют йшенение температуры, технология нагрева и стерилизация. В молочай промышленности расходуется значительное количество энергии. гШи подготовке тары для молока, а также для обработки самого молока. Эрги отрасли выделены потому, что в них интенсивно используются ¦рда и пар, и имеются значительные стоки, имеющие различную «епень загрязнения. Очень важно в пищевой промышленности сох- «нять воду, особенно на пивоваренных заводах, заводах безалко- Ьльных напитков и на молокозаводах; здесь вода становится таким же важным ресурсом, как и энергия из-за роста цены на нее. К увенчивающейся стоимости воды нужно прибавить еще и усилия по обработке стоков в соответствии с действующим законодательством о защите окружающей среды.Количество жидких стоков на любом заводе можно свести к ми- щмуму при хорошем хозяйствовании. Предотвращение ненужной утечки — это очевидная мера, так же как и рециркуляция воды, используемой для нагрева, охлаждения или промывки.
« Консервирование пищевых продуктов. Энергоемкий процесс консервирования продуктов, в частности фруктов и овощей, представлен на рис. 4.11 [4.11]. Так же как и в других процессах, поддержание необходимой температуры является здесь основной целью для исключения перегрева, связанного непосредственно с потерей энергии. На расход энергии влияет состояние теплоизоляции установки, а также организация процесса нагрева. Наиболее желательно, там где возможно, использовать непрерывный, а не периодический процесс. Так, например, при стериализации этот непрерывный процесс более приемлем, чем при варке.

Рис. 4.11. Структурная схема процесса консервирования пищевых продуктов
Фирма British Food Research Association предлагает следующие методы экономии энергии в отрасли:
количество воды, добавляемой на отдельных стадиях процесса, должно быть минимальным, в противном случае на последующих стадиях необходимо затрачивать дополнительное количество энергии на: ее испарение;
способ варки должен исследоваться с точки зрения эффективности ; энергоиспользования.
Теоретически варка под давлением более эффективна, чем варка в вакууме или в обпчных условиях;в непрерывном процессе есть больше возможностей для утилизации f теплоты. Во время охлаждения продукта следует использовать, где возможно, вторичную теплоту. Если продукт не нуждается в быстром охлаждении, следует применять естественную конвекцию;
если невозможно обойтись'без периодического процесса, можно использовать различные емкости для сбора отработанной воды в целях последующего использования в технологическом процессе.
В производстве консервированных продуктов часто пренебрегают регулированием температуры; что приводит к перераеходу энергии.
В стерилизации, йа|Щмёрт:йЗ:1й' йезнания процесса переноса теплоты от консервной-тары J содержимому может иметь место значительный перерасход энергии за счет избыточного нагрева для обеспечения качества продукции. Цтобы определить требуемые пределы нагрева, необходимо иметь полную характеристику продукта, поскольку разрушение бактерий зависит как от.температуры, так и от Времени. Например, обработка в течение 1. мин при температуре 120 °С дает такой же эффект для уничтожения бактерий, как и обработка в течение 100 мин при 100 °С. Так как зависимость времени нагрева от температуры имеет резко-нелинейный характер, очень важно обеспечить точность'измерения температуры. Если температура или в некоторых случаях девленне-может изменяться во время процесса нагрева в емкости, то можно точно определить количество необходимой теплоты за определенное время для создания условий стерилизации. Одним из методов определения температуры внутри консервной банки является радиотелеметрический метод [4.17—4.19], используя который, можно установить оптимальные условия для нагрева банок и поддержания необходимой температуры. Этот метод также может использоваться для оптимизации условий охлаждения для различных продуктов.
Варка продуктов до и после консервирования — один из наиболее энергоемких процессов в пищевой промышленности; на консервных заводах на него расходуется 1/2 общего потребления теплоты.
Стерилизация может осуществляться рядом способов наряду с классическим (нагрев паром). Может применяться ионизация излучением, когда бактерии убиваются под действием интенсивных высокочастотных полей [4.31. Это позволяет проводить стерилизацию без ощутимого нагрева продукта, что дает значительную экономию энергии. Фирма Food Research Ass изучает применение иагрева в кипящем слое как способ улучшения технологии консервирования продуктов, и это также дает увеличение энергетической эффективности процесса.Молочная промышленность. Наиболее важным продуктом отрасли является молоко в бутылках. В ряде недавно опубликованных материалов рассматривалось общее энергопотребление на молокозаводах [4.30] и на установках по затариванию (4.211 в Великобритании и в США [4.111. В гл. 7 рассмотрен ряд вопросов, касающихся использования пластинчатых теплообменников при пастеризации.
Здесь внимание будет сосредоточено главным образом на процессе мытья бутылок, где можно получить экономию энергии. (Типы машин, применяемых для мытья бутылок из-под молока, те же, что и для пивоваренной промышленности и для производств безалкогольных напитков). Машины, работающие по такому же принципу, используются и в ряде других отраслей, включая производство детален двигателей и мытье посуды.
Работа установок для мытья бутылок. На моечной установке может обрабатываться несколько десятков тысяч бутылок в час. Бутылки проходят ряд стадий (рис. 4.19) обработки водой или раствором моющих веществ. Способ обработки зависит от типа бутылок и их назначения; в настоящее время имеются установки, на которых бутылки омываются горячим раствором моющего вещества, прогреваются (для удаления этикетки) или одновременно омываются н прогреваются. В молочной промышленности в большинстве моечных установок используются системы форсунок под высоким давлением; бутылки омываются с внешней и с внутренней сторон водой и моющим раствором. Теплота к воде и детергенту поступает от паровых змеевиков, погруженных в баки.
Для эффективной очистки бутылок их подвергают воздействию относительно высокой температуры (около 70—80 °С). Так как бутылки поступают в установку обычно при температуре окружающей среды, а для пастеризованного молока они должны быть холодными при вводе в разливочную машину, расположенную вблизи моечной, нагрев и охлаждение осуществляются в несколько стадий. Предварительная промывка проводится простой теплой водой, которая удаляет основное загрязнение, затем бутылки поступают под етр , ю моющего раствора. Бутылки моются под струей при постепенно увеличивающейся температуре вплоть до максимальной, а затем медленно охлаждаются. После окончательной промывки свежей водопроводной водой бутылки доводятся до температуры окружающей среды (10 °С). Процесс мойки бутылок занимает 3—4 мин, тогда как заполнение — 8 ч на молокозаводе н 20 ч на пивоваренном заводе и заводе безалкогольных напитков — 4 ч оставляют на очистку и ремонт оборудования.

Рис. 4.12. Схема установки для мытья бутылок:
1 — струйные форсунки; 2 — змеевик
Чтобы поддержать температуру воды и моющего раствора на необходимом уровне, требуется значительное количество пара (обычно свыше 500 т/ч) в зависимости от мощности моечной установки. Сильно загрязненные потоки воды после промывки отводятся прямо в канализацию (до 10 тыс. л/ч -при температуре 20—30° С). Тепломассообмен в пределах самой установки достаточно сложный. Большие количества теплоты, аккумулируемые бутылками и конвейером, выводятся из одной секции промывки в другую. В конечном счете эта теплота попадает в секции охлаждения и конечной промывки водой.
В настоящее время за счет совершенствования тепловой схемы на этих установках экономят некоторое количество воды и энергии. Например, конечная промывочная вода, нагретая частично при контакте с бутылками, используется для теплой промывки и затем проходит через теплообменник, размещенный в одном из баков с моющим раствором.
Далее до вывода в сток часть ее добавляют в воду для предварительной промывкн.Существенное количество теплоты, подведенной к установке этого типа, теряется за счет излучения и конвекции. При стоимости пара приблизительно 2,5—3,0 ф. ст/кг и воды 13 пенсов за 1000 л утилизация теплоты и воды может дать большую экономию. По расчетам за счет мероприятий по уменьшению сброса воды можно сэкономить 7 пенсов иа 1000 л воды, используемой в моечной машине.
Утилизация теплоты и воды в моечных установках. Так как при
мойке бутылок последовательно осуществляются нагрев н охлаждение,
то экономия энергии может осуществляться, с одной стороны, за счет улучшения тары, в данном елучае бутылок, чтобы тратить на их обработку меньше энергии, о другой — применением утилизационных систем.
Что касается первого способа, то желательно снизить массу бутылок, для экономии стекла и соответственно затрат энергии на производство бутылок. Снижение массы бутылок для мойки приводит к снижению количества теплоты, необходимой для увеличения температуры бутылок до значений, соответствующих удовлетворительной обработке, и соответственно количества воды, необходимой для их последующего охлаждения.
Более существенной и быстро окупаемой мерой по экономии энергии является установка тепло- и водоутилизационных систем. Как уже рассматривалось выше, на большинстве современных моечных машин устанавливается ряд теплообменников для утилизации и перераспределения теплоты.
Установлено, что в моечных установках может быть использован тепловой насос. Тепловые насосы обычно применяют именно в такой сфере, где имеется несколько источников низкопотенциальной Теплоты и- высокопотенциальных тепловых notoROB.
Система с электрическим тепловым насосом. Упрощенная схема тепло- и водоутилизационной установки приводится на рнв.т 4.13. Моечная машина для бутылок имеет такой же температурный график, как и установка, показанная на рис. 4.12. . ,
Для утилизации теплоты из бака о моющим раствором на конечной стадии используется обычный теплообменник; эта теплота используется для повышения температуры воды для преварительной мойки. Для предварительной мойки используется также часть, воды из бака окончательной монки (30 °С), а также вода, которая переливается из бака с моющим раствором на конечной стадии (45 °С)."При этом используется система фильтрации добавляемой воды для предварительной мойки,
После использования некоторого количества теплоты моющего раст- вора на конечной стадии для нагрева воды на стадии предварительной мойки моющий раствор проходит через испаритель теплового насоса, прежде чем снова возвратится на стадию окончательной мойки и в баки при температуре 30 °С. Часть этого потока отбирается, фильтруется и охлаждается до 12—15°С во втором испарителе и затем используется для окончательной мойки.
Образовавшиеся за счет утилизированной в испарителях теплоты пары хладагента сжимаются в компрессоре и направляются при более высокой температуре в конденсатор для нагрева воды из первого бака с моющим раствором с 55 до 65 °С, а также во второй конденсатор, где вода, предназначенная для высокотемпературной стадии, нагревается с 65 до 80 °С. На стадии предварительной мойки добавляется необходимое количество химически очищенной воды.
На моечной машине производительностью 30 тыо. бутылок в час, потребляющей при обычном нагреве и обычном расходе воды 13 600 л воды и 2,2 ГДж теплоты в час, применение теплового насоса и филь-
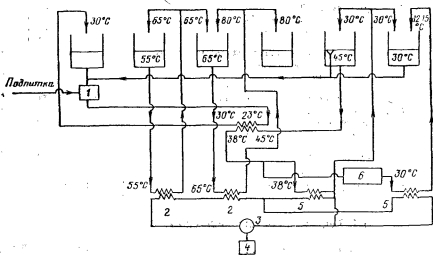
Рис. 4.13. Схема тепло- и «одоутилизациоааой установхи с тепловым насосом для мойки посуды, разработанной фирмой Milpro NV:
1 — фильтр; 3 — конденсатор; 3 — компрессор; 4 — двигатель; 5 — испаритель; 6 — фильтры
тровальной системы может снизить, расход энергии до 0,25 ГДж/ч а расход воды — до 2600 л/ч. Период окупаемости такой установки — от 2 до 3 лет.
Такая же возможность по утилизации теплоты и воды существует и для других технологических процессов в молочной промышленности, а также на пивоваренных заводах или других производствах, где осуществляется затаривание в бутылки.
Холодильная установка также может рассматриваться как источник теплоты, и поэтому имеется возможность применить здесь тепловой насос; в этом случае холодильная установка может быть источником теплоты для испарителя теплового насоса или источником теплоты конденсатора в холодильном цикле.
Использование теплового насоса в установке для мойки тарелок. В этом случае вода для мойки нагревается до 90 °С, т. е. несколько выше, чем для мойки бутылок. Сбросная теплота в виде пара используется как источник теплоты в теплонасосной системе. Использование теплоты этого пара наряду с экономией энергии улучшает комфортные условия работы персонала.
Ниже приводятся сравнительные данные обычной установки и с тепловым насосом с коэффициентом преобразования lt;р = 4 и температурой воды на выходе 60 °С:
Обычная установка Мощность, кВт, подводимая:
к двигателям 5,5
к калориферу . . . ......... 67,0
к баку для нагрева воды . , 54,0
Мощность, кВт, отводимая: .
с рассеиваемой теплотой . . . . . . . . 5,5-
і Є- татя»# сбрасываемой водя. ¦*'. 26,5
с теплотой тарелок ;• , , 41,5
с парами . . 1 . . . .gt; 53,0
Установка с тепловым насосом Мощность, кВт, подводимая: ’
к двигателям . . . г ! 5,5
к мойке на конечной стадии . . 25
к теплонасосному компрессору . 24
Мощнрсть, кВт, отводимая: . ,
с; рассеиваемой теплотой 5,5
с‘ теплотой сбрасыв й воды 26,5
с теплотой тарелок ! 22,5
с утилизованной теплотой 96
Капиталовложения в эту установку окупаются через 31 мес.
Еще по теме Пищевая промышленность:
- Пищевая промышленность
- Бугрова С.М.. Финансовый менеджмент: учебное пособие / С.М. Бугрова, Н.М. Гук; Кемеровский технологический институт пищевой промышленности. - Кемерово,2008. - 177 с., 2008
- 45. Формы территориальной организации промышленного производства – промышленные районы, агломерации, промышленные узлы, центры и пункты и пункты.
- Таким образом, промышленный образец должен обладать мировой новизной, определяемой по дате приоритета промышленного образца, т.
- Пищевая сеть
- Предотвращение пищевых отравлений
- 1-7 Пищевые отравления микробного происхождения 1-8 Токсикоинфекции, токсикозы
- Требования к натуральным пищевым красителям
- Пищевые традиции
- 2.2. Химический состав и пищевая ценность рыбы
- 1-6 Пищевые инфекции: зоонозы
- 5. Пищевые аддикции (голодании или переедании).