Зависимость производительности от варьируемых параметров
Применяя стандартный метод расчета математических моделей на основании ЦКОП 24, получаем уравнение производительности центробежной противоточной мельницы в кодированном виде:
Q = 80,5 + 16,4X1 + 1,7X2 + 2Хз + 2X + 3,2 X? - 5,5 X>2- 5,3 X32- 4X42 +
+ 0,2X1X2 + 0,1X1X3 + 0,5X1X- 0,5X2X3 - 1,4X2X- 1,2X3X4.
(4.1)Проанализировав данное уравнение регрессии, можно заключить, что наибольшее влияние на производительность Qмельницы оказывает фактор X1 - частота nвращения роторов, т.к. коэффициент перед X1 имеет наибольшее значение. Исходя из знака «+» перед коэффициентами первой степени, можно говорить о том, что все кривые первоначально возрастают и имеют параболический вид, т.е. при увеличении частоты nвращения роторов производительность Qнеизменно увеличивается.
Анализ уравнения (4.1) показывает, что при X1знак положителен, а также при коэффициенте, стоящем перед X1 во второй степени, следовательно, парабола постоянно возрастающая, ветви направлены вверх.
Что касается коэффициентов перед X2(межосевое расстояние Lмежду роторами), X3(высота hпрямолинейных лопастей), X4(радиус Rкривизны криволинейных лопастей), то коэффициенты, стоящие перед линейными переменными имеют знак «+», а коэффициенты, стоящие перед переменными во второй степени - знак «-». Это объясняется тем, что при увеличении величины межосевого расстояния Lмежду роторами (X2) уменьшается плотность потоков частиц, направляемых навстречу друг другу, что приводит к снижению эффективности соударений частиц. При увеличении X3(высота h)увеличивается граница разделения фракций (размер граничного зерна, направляемого прямолинейной лопастью в пересекающиеся траектории), что также снижает производительность Qпо готовому продукту. Уменьшает производительность Q и увеличение радиуса кривизны Rкриволинейной лопасти больше рационального значения.
Это объясняется уменьшением угла ∆φ между траекториями вылета с ротора крупных и мелких частиц. Можно предположить, что уравнения будутиметь вид параболы с ветвями, направленными вниз. Анализируя уравнение регрессии (4.1), определим значимость факторов X1, X2, X3, X4.Наибольшее влияние на величину производительности Qпо готовому продукту оказывает фактор X1 (74%). При этом значимость факторов X2, X3и X4равна соответственно (7,4%), (9,25%) и (9,05%), что меньше влияния частоты nвращения роторов соответственно в 10, в 8, и в 8, 2 раз.
Переведем уравнение (4.1) в натуральный вид:
Q = - 1607,6 - 0,02n + 77,9 L + 43,25 h + 23R + 1,4∙ 10-6n2- 1,38 L2- 5,3h2- 0,16R2 + 6,7 ∙10-5n h + 6,7∙ 10-5n R- 0,25L h- 0,14LR- 0,24hR + 6,7∙ 10-5n L. (4.2)
Рассмотрим поведение производительности Qот частоты nвращения роторов (рис. 4.3).
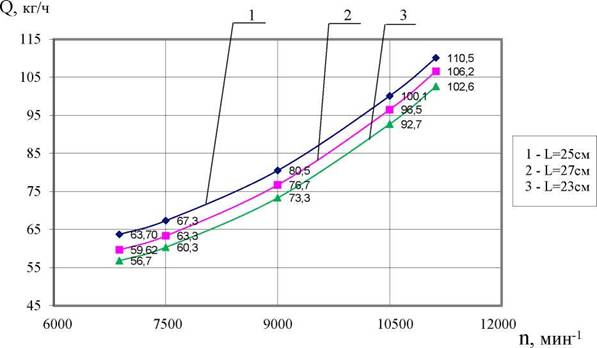
Рисунок 4.3. Зависимости производительности Q от частоты вращения nроторов и межосевого расстояния L
При увеличении частоты nвращения роторов с 6750 мин-1 до 11800 мин-1 данная зависимость носит возрастающий характер. Максимальное значение производительности Qнаблюдается при частоте nвращения роторов 11500 мин-1 и составляет 110,5 кг/ч при межосевом расстоянии Lмежду роторами L = 25 см (удельная поверхность S'= 251,6 м2/кг, рис. 4.11). При L = 27 см и изменении
частоты nс 6750 мин-1 до 11500 мин-1 производительность Qрастет с 59,62 кг/ч до 106,2 кг/ч (S = 245,5 м2/кг, рис. 4.11). В этом диапазоне изменения частоты роторов nпри L= 23 см производительность Qрастет с 56,7 кг/ч до 102,6 кг/ч (удельная поверхность S = 246,5 м2/кг, рис. 4.11). Это объясняется тем, что рациональное значение межосевого расстояния Lнаходится в районе 25 см, где происходит наиболее эффективный помол ввиду формирования плотного потока частиц в зоне их соударения.
Безусловно, при увеличении частоты nповышается производительность Qпо готовому продукту вследствие увеличения энергии вращения роторов и, следовательно, кинетической энергии движения частиц.График зависимости производительности Qот частоты nвращения роторов сохраняет свой вид при изменении параметра X3 (высота hпрямолинейных лопастей) (рис. 4.4). С увеличением частоты nвращения роторов с 6900 мин-1 до 11100 мин-1 производительность увеличивается: с 63,7 кг/ч до 110 кг/ч при высоте прямолинейных лопастей h= 2мм; с 60,26 кг/ч до 106,9 кг/ч при h= 3мм; с 56,5 кг/ч до 102,6 кг/ч при h = 1мм. В данном случае графические зависимости непрерывно возрастают и не пересекаются.
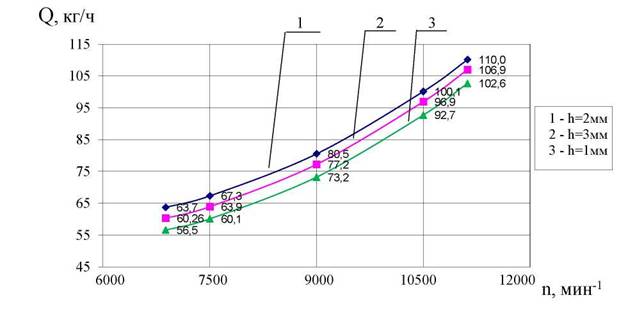
Рисунок 4.4 Зависимость производительности Q
от частоты вращения nроторов и высоты hпрямолинейной лопасти
Увеличение производительности Qмельницы (рис.4.4) объясняется тем, что частицам измельчаемого материала придается кинетическая энергия
от вращающихся роторов, затем эта энергия используется для преодоления сил трения во встречном потоке, для перемещения, а затем на разрушение частиц.
На рис. 4.5 представлена зависимость производительности Qмельницы от частоты вращения nроторов при различных значениях радиуса кривизны R.
Q, кг/ч 1 9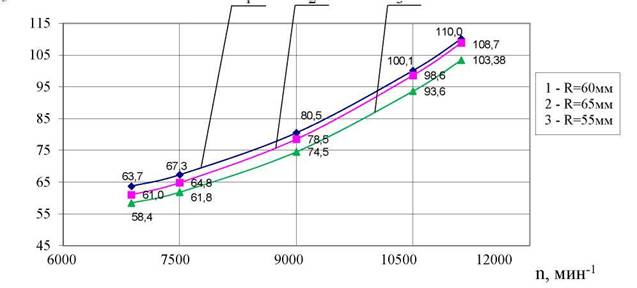 9
9
Рисунок 4.5. Зависимости производительности Q
от частоты вращения nроторов и радиуса кривизны Rкриволинейной лопасти
Из графиков видно, что производительность Qрастет при увеличении частоты nпри любых значениях радиуса кривизны Rкриволинейных лопастей. Так, при R = 60мм производительность Q растет от 67,3 кг/ч (n = 7500 мин-1) до
100,1 кг/ч (n = 10500 мин-1); при R = 65мм производительность Q растет от 64,8 кг/ч (n = 7500 мин-1) до 98,6 кг/ч (n = 10500 мин-1); при R = 55мм производительность Qрастет от 61,8 кг/ч (n = 7500 мин-1) до 93,6 кг/ч (n = 10500 мин-1).
Максимальные значения производительности Qпрослеживаются при радиусе кривизны R= 60мм, что говорит о том, что данное значение является рациональным в плане разделения траекторий движения мелких и крупных частиц и обеспечения встречного лобового соударения крупных частиц.Рассмотрим поведение производительности Qцентробежной противоточной мельницы от параметра X2- L- межосевого расстояния между вращающимися роторами. Данный конструктивный параметр позволяет сфокусировать зону встречных потоков, где происходит измельчение частиц
материала. Зона измельчения с низкой концентрацией крупных частиц приводит к уменьшению эффективности данного измельчения. Определим рациональный размер зоны измельчения экспериментальным путем.
На рис. 4.6 представлена зависимость производительности Qцентробежной противоточной мельницы от величины межосевого расстояния L.

Рисунок 4.6. Зависимость производительности Q
от межосевого расстояния Lи высоты hпрямолинейной лопасти
Графическая зависимость производительности Qмельницы от межосевого расстояния Lмежду роторами является параболой с ветвями, направленными вниз. Так, при увеличении L c 22,2 см до 27,8 см наблюдаются диапазоны возрастания и затем снижения производительности Q: при росте Lот 22,2 до 25 см Qрастет с 67,1 кг/ч до 80,5 кг/ч (h = 2мм; удельная поверхность S = 191,4 м2/кг, рис. 4.14); с 64,1 кг/ч до 77,2 кг/ч (h = 3мм; удельная поверхность S = 190 м2/кг, рис. 4.14); с 59,1 кг/ч до 73,2 кг/ч (h = 1мм; удельная поверхность S = 184,4 м2/кг, рис. 4.14). При дальнейшем увеличении межосевого расстояния L от 25 см до 27,8 см производительность падает: с 80,5 кг/ч до 71,9 кг/ч (h = 2мм); с 77,2 кг/ч до 67,9 кг/ч (h = 3мм); с 73,2кг/ч до 65,3 кг/ч (h = 1мм). Следует отметить, что в точках экстремума производительность имеет следующие значения: Q = 80,5 кг/ч (h = 2мм; S = 191,4м2/кг, рис.
4.14); Q = 77,2 кг/ч (h = 3мм; S = 190 м2/кг, рис. 4.14); Q = 73,2 кг/ч (h = 1мм; S = 184,4м2/кг, рис. 4.14).
Как было замечено ранее, график имеет вид параболы с ветвями, опущенными вниз с ярковыраженным экстремумом. Близкое расположение роторов (когда значение межосевого расстояния Lминимально, т.е. L= 22,2 см) приводит к малоэффективному измельчению, потому что не сформированы траектории полета частиц и нет необходимой их концентрации в зоне помола (рис. 4.6, 4.14, 4.21). По мере увеличения межосевого расстояния L(от 22,2 см до 25 см) производительность Qвозрастает. Таким образом, мы можем определить диапазон межосевого расстояния L, при котором формируется рациональная зона столкновения частиц. Это объясняется тем, что увеличивая межосевое расстояние Lпосле определенного значения (L = 25см) происходит рассеивание потока частиц, отсутствие необходимой концентрации материала в зоне помола.
На рис. 4.7 представлена зависимость производительности Qот межосевого расстояния Lи радиуса кривизны R.
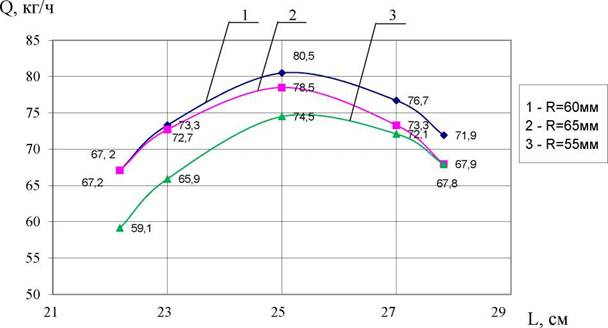
Рисунок 4.7. Зависимость производительности Q
от межосевого расстояния Lи радиуса кривизны Rкриволинейной лопасти
Графики на рис. 4.7 представляют собой параболы, ветви которых расположены внизу, с точками экстремума, абсцисса которых равна L= 25 см. При радиусе кривизны R= 55 мм производительность Qвозрастает с 59,1 кг/ч
до 74,5 кг/ч (S = 181,8 м2/кг, рис. 4.17), а затем снижается до 67,8 кг/ч. При R = 65 мм Qвозрастает с 67,2 кг/ч до 78,5 кг/ч (S = 188,2 м2/кг, рис. 4.17), а затем снижается до 67,9 кг/ч. При R = 60 мм Qвозрастает с 67,2 кг/ч до 80,5 кг/ч (S = 190,1 м2/кг, рис. 4.17), а затем снижается до 71,9 кг/ч.
Рассмотрим еще один фактор - X3- высоту hпрямолинейных лопастей роторов центробежной противоточной мельницы. Этот фактор является важным в процессе классификации измельчаемого материала перед его попаданием в тангенциальный патрубок.
Именно благодаря высоте hпрямолинейных лопастей происходит разделение траекторий движения крупной и мелкой фракции материала в тангенциальном патрубке. Это означает, что мелкие частицы материала захватываются прямолинейными лопастями и ввиду меньшего отрезка пройденного пути раньше отрываются от прямолинейных лопастей, чем крупные частицы, которые преодолевают высоту прямолинейных лопастей и движутся вдоль поверхности криволинейных лопастей. Таким образом, происходит селективное воздействие при измельчении на частицы материала в зависимости от их крупности: крупные частицы испытывают лобовое соударение во встречных потоках, а мелкие частицы измельчаются за счет истирания в пересекающихся потоках. Эффективность измельчения повышается и за счет того, что при столкновении крупных частиц мелкие отсутствуют и не оказывают демпфирующего влияния. На рис. 4.8 представлена зависимость производительности Qот высоты hпрямолинейной лопасти и частоты вращения nроторов.При увеличении высоты h c 0,6мм до 3,4мм производительность Qпри частоте вращения роторов n = 7500 мин-1 увеличивается с 54,02 кг/ч до 67,3 кг/ч (удельная поверхность S = 164,5 м2/кг, рис. 4.15) и затем снижается до 59,3 кг/ч. При частоте вращения роторов n= 9000 мин-1Qувеличивается с 67,1 кг/ч до 80,5 кг/ч (удельная поверхность S = 190 м2/кг, рис. 4.15) , затем снижается до 72,7 кг/ч. При n= 10500 мин-1Qувеличивается с 86,5 кг/ч до 100,1 кг/ч (удельная поверхность S = 230,5 м2/кг, рис. 4.15), затем снижается до 92,4 кг/ч (удельная поверхность S = 230,5 м2/кг, рис. 4.15).
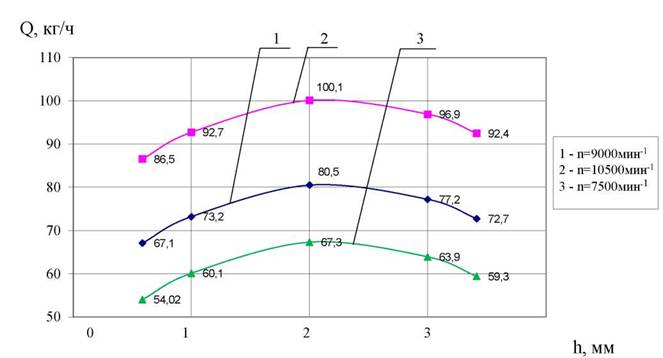
Рисунок 4.8. Зависимость производительности Qот высоты hпрямолинейной лопасти и частоты вращения nроторов
Наличие экстремума объясняется тем, что высота hпрямолинейных лопастей выступает фактором, обеспечивающим разделение крупной и мелкой фракций прямолинейными лопастями. Прямолинейные лопасти задерживают мелкие частицы и обеспечивают их отрыв. При этом мелкие частицы соударяются в пересекающихся траекториях, а крупные частицы испытывают встречные лобовые соударения. При высоте h>2мм прямолинейные лопасти задерживают не только мелкие (1 - 3 мм), но и крупные (3 - 5 мм) частицы, которые направляются вместе с мелкими частицами в пересекающиеся траектории, что снижает эффективность помола.
Радиус кривизны X4 - Rкриволинейных лопастей роторов центробежной противоточной мельницы является существенным фактором, отвечающим за момент отрыва частицы материала от поверхности лопастей и траекторию движения частицы в тангенциальном патрубке. На рис. 4.9 показан характер изменения производительности Qот радиуса Rкривизны криволинейных лопастей при его изменении от 53мм до 67мм.
Q, кг/ч
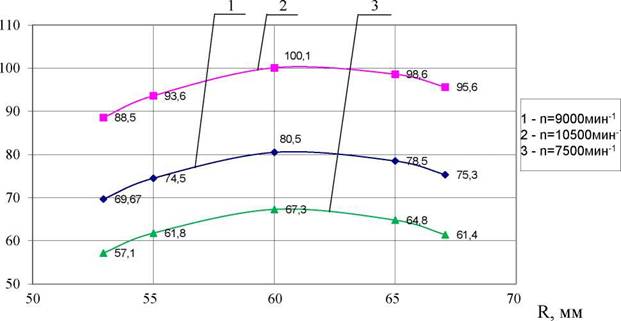
Рисунок 4.9. Зависимость производительности Q
от радиуса кривизны Rкриволинейной лопасти и частоты вращения nроторов
Производительность Qувеличивается с 57,1 кг/ч до 67,3 кг/ч при n = 7500 мин-1, затем снижается до 61,4 кг/ч. При n = 9000 мин"^ увеличивается с 69,67 кг/ч до 80,5 кг/ч при, затем снижается до 75,3 кг/ч. При n = 10500 мин"^ увеличивается с 88,5 кг/ч до 100,1 кг/ч при, затем снижается до 95,6 кг/ч. Из рисунка видно, что максимальные значения производительности Qнаблюдаются при радиусе кривизны R = 60мм. Увеличение радиуса кривизны (R>65мм) приближает криволинейную лопасть к более прямолинейному виду, что мало отличает их от прямолинейных лопастей. Это приводит к преждевременному отрыву частицы от поверхности криволинейной лопасти, что приводит к увеличению угла разброса крупных частиц и расширению (рассеиванию) зоны помола, вследствие чего снижается концентрация потока крупных частиц и производительность Qснижается со 100,1 кг/ч (удельная поверхность S'= 230,5 м2/кг, рис. 4.12) до 95,6 кг/ч.
Зависимость производительности Qпо готовому продукту от радиуса кривизны R(рис. 4.10) носит криволинейный характер, приближенный к параболическому виду.
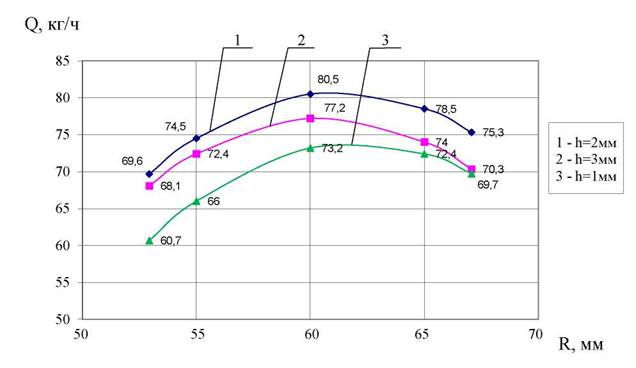
Рисунок 4.10. Зависимость производительности Q
от радиуса кривизны Rкриволинейной лопасти и высоты hпрямолинейной лопасти
Так, при изменении Rс 53 мм до 67 мм производительность Qвозрастает: с 60,7 кг/ч до 73,2 кг/ч (удельная поверхность S = 182,4 м2/кг, рис. 4.18), а затем снижается до 69,7 кг/ч (h = 1мм); с 68,1 кг/ч до 77,2 кг/ч, а затем снижается до
70,3 кг/ч (h = 3мм); с 69,6 кг/ч до 80,5 кг/ч (S = 190 м2/кг, рис. 4.18), а затем снижается до 75,3 кг/ч (h = 2мм). Следует отметить, что точки экстремума находятся при R =60 мм, а наибольшее значение производительности Q фиксируется при h = 2мм. Это можно объяснить тем, что при R=60мм вероятность попадания крупных частиц, находящихся на криволинейной лопасти, в зону лобовых соударений является максимальной.
Анализируя графические зависимости (рис 4.3 -4.5) можно утверждать, что с увеличением фактора X1(частоты nвращения роторов) значительно увеличивается производительность Q, достигаются определенные динамические скоростные характеристики дисперсного потока, а факторы L, hи R(рис. 4.6, 4.7,
4.8, 4.9, 4.10) способствуют рациональной организации материальных потоков и их концентрации в тангенциальном патрубке центробежной противоточной мельницы. Таким образом, частота nвращения роторов (X1) существенно влияет
на динамический режим работы мельницы (рис. 4.3 - 4.5), а факторы (X2) (X3) (X4) влияют на определение рациональных геометрических параметров участков разгона частиц и зоны их соударений в тангенциальном патрубке (рис. 4.6 - 4.10).
4.3.
Еще по теме Зависимость производительности от варьируемых параметров:
- Зависимость удельной поверхности готового продукта от варьируемых параметров
- Зависимость удельных затрат энергии от варьируемых параметров
- Анализ зависимости величины малоподвижного ядра от варьируемых факторов
- Анализ зависимости мощности, потребляемой приводом, от варьируемых факторов
- Анализ зависимости остатка на сите 008 от варьируемых факторов
- Анализ влияния варьируемых параметров на площадь среза и шероховатость поверхности цапфы
- Установление закономерностей изменения производительности от основных параметров устройства
- Определение параметров функциональной зависимости методом наименьших квадратов
- Зависимость коэффициента неоднородности смеси от основных параметров установки
- 4.2.1. Зависимость удельного расхода электрической энергии установки от её конструктивно-технологических параметров q=f(n, t, l)
- Расчет полной мощности смесителя в зависимости от его конструктивнотехнологических параметров
- Анализ зависимости удельного расхода электроэнергии смесителя от основных параметров установки
- Результаты анализа исследований зависимости предела прочности на сжатие образцов, от основных параметров установки
- Зависимость предела прочности бетона на сжатие от конструктивнотехнологических параметров роторного смесителя σ=f(n, t, l)
- Получение теоретических зависимостей для определения конструктивно-технологических параметров пневмокамерного насоса
- 4.3.1. Исследование зависимости удельного расхода электроэнергии смесителя от его конструктивных и технологических параметров
- Исследование зависимости коэффициента неоднородности смеси от конструктивных и технологических параметров лопастного смесителя
- Исследование зависимости действительной площади срезаемого материала от технологических параметров изношенной цапфы в форме усеченного конуса при ротационной обработке
- Исследование зависимости предела прочности на отрыв клеевых растворов для кладки плитки от основных конструктивных и технологических параметров лопастного смесителя
- Определение взаимосвязи между конструктивными параметрами барабана смесителя и технологическими параметрами