Анализ влияния варьируемых параметров на площадь среза и шероховатость поверхности цапфы
Анализ двух уравнений регрессии 5сри Raс четырьмя независимыми факторами xltx2, х3 и х4 является весьма сложной задачей.
Для упрощения восприятия информации исследование будет проводиться парным воздействием входных параметров - передний угол γ,град.; угол установки ω, град.; угол поворота φ,град.; радиус режущей чашки резца r, мм.; на функции цели: площадь среза 5ср, мм2; шероховатость поверхности Ra, мкм.На рисунке 4.3 представлены зависимости площади среза 5сри шероховатости поверхности Raот угла установки ω при переднем угле y=15°, 23°, 43°, 63°, 70°.
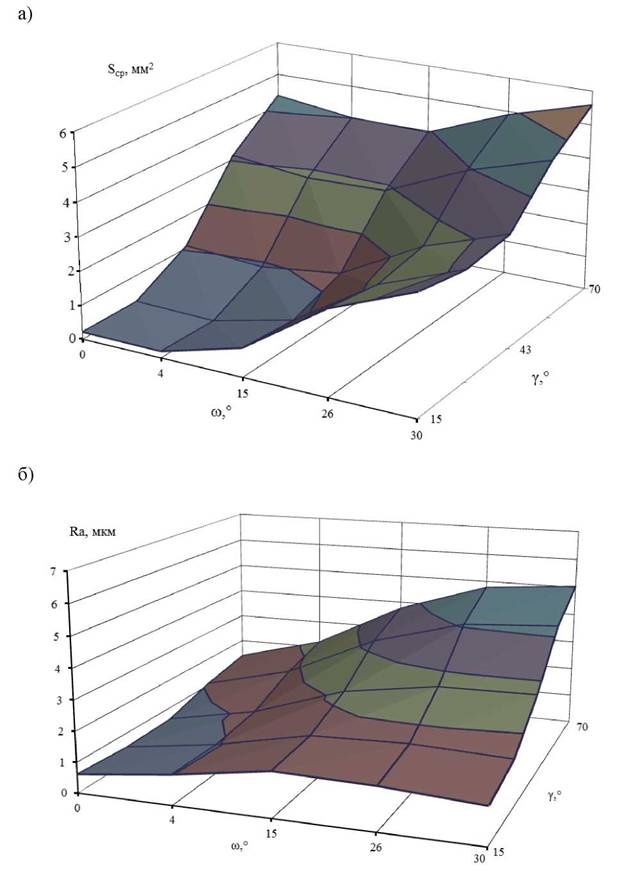
Рисунок 4.3 - Графики зависимости 5ср ( а) и Ra(б) от угла установки ω при переднем угле γ = 15°, 23°, 43°, 63°, 70°; φ = 38°; r = 20 мм
График площади среза 5ср= ∕(ω) показывает, что при увеличении угла установки ω по интервалу варьирования от 0° до 15°, площадь среза незначительно уменьшается, а от 15° до 30° площадь среза увеличивается до 5,6 мм2(при 7=70°), при фиксированных значениях φ=38°, r=20 мм, свидетельствуя необходимость тщательного подбора варьируемых факторов оптимизации.
График шероховатости обрабатываемой поверхности = ∕(ω)
показывает прямую зависимость от угла установки: при увеличении угла установки - растет шероховатость. Ее минимальная величина - 0,64 мкм при y=15°, ω=0°, далее монотонно возрастает, достигая максимума в точке 5,08 мкм, при y=70°, ω=30°, что отрицательно влияет на качество поверхности.
Как видно из графиков зависимостей функций от угла установки ω, оптимальное качество поверхности при наименьшей площади среза и наименьшем значении шероховатости достигается при минимальных значениях углов установки и переднего угла.
На рисунке 4.4 представлены графики зависимости Бср и RA от угла поворота φпри радиусе режущей чашки r=10; 13; 20; 27; 30 мм. Из приведенных графиков следует, что при увеличении угла поворота ротационного резца с фиксированными значениями переднего угла резца 7=43° и углом установки ω = 15°, площадь среза 5срувеличивается с 1,06 до 2,97 мм2. Следовательно, площадь среза прямолинейно зависит от угла поворота резца ^, что значительно влияет на точность обработки.
Зависимость шероховатости обрабатываемой поверхности = /(^, г) также показывает существенное влияние угла поворота резца. Здесь шероховатость достигает своего максимума в точке 6 мкм. при радиусе r=10 мм, и параметрах 7=43°, ω = 15°. При минимальном значении угла поворота резца (^ = 5°) и максимальном значении радиуса режущей чашки (r=30 мм) шероховатость достигает наименьшего значения в 0,7 мкм.
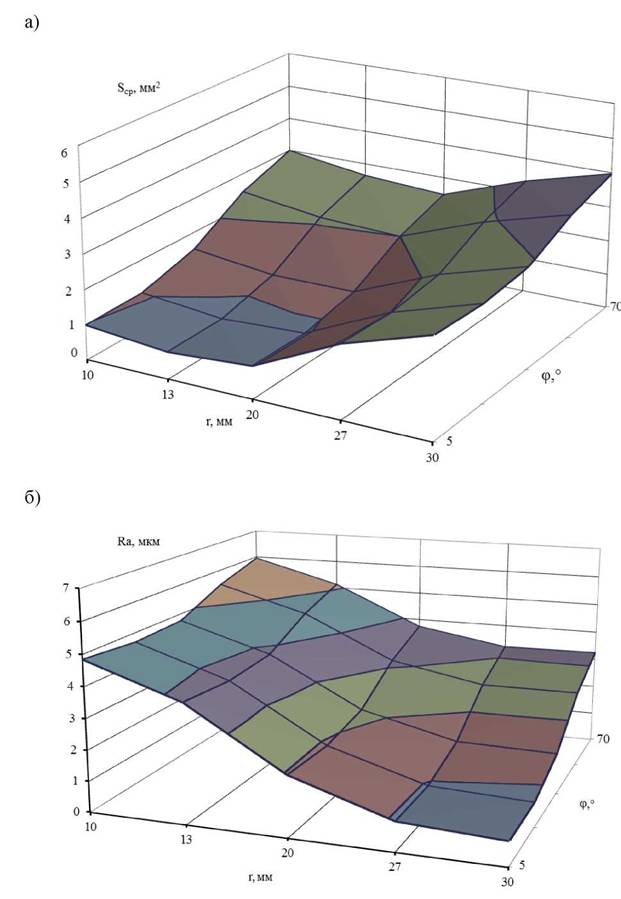
Рисунок 4.4 - Графики зависимости Scpи RA от угла поворота φ при радиусе режущей чашки r = 10; 13; 20; 27; 30 мм; γ = 43°, ω = 15°
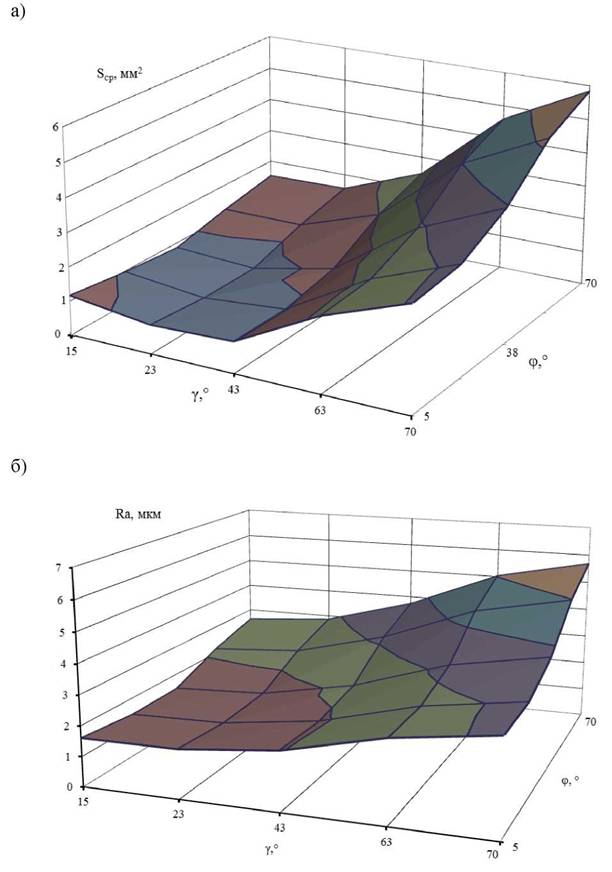
Рисунок 4.5 - Графики зависимости Бср и RA от угла поворота φ при переднем угле γ = 15°, 23°, 43°, 63°, 70°, ω = 15°, r = 20 мм
Как видно из графиков (рисунок 4.4), при увеличении площади среза, увеличивается шероховатость, следовательно, для лучшего качества поверхности, площадь среза должна быть минимальной. В данном случае, это происходит при значениях угла поворота ^=5oи радиуса режущей чашки r=20 мм (среднее значение).
На рисунке 4.5 представлены зависимости площади среза 5сри шероховатости поверхности Raот угла поворота резца φпри переднем угле y=15°, 23°, 43°, 63°, 70°; при фиксированных значениях ω = 15°, r = 20 мм.
Из приведенных графиков следует, что площадь среза 5ср= f(φ,у) при увеличении переднего угла резца по всему интервалу варьирования от 15° до 70°, при увеличении угла поворота резца φдо 70°, возрастает от 1,2 до 5,8 мм2, при фиксированных значениях ω = 15°, r=10 мм., что свидетельствует о существенном парном воздействии углов на изменение площади среза.
При этом наименьшее значение площадь среза принимает при минимально значении переднего угла y=15° и среднем значении угла поворота резца φ = 38°.
Зависимость шероховатости Ra = f(φ,у) также показывает существенное влияние на ее значение величин угла поворота и переднего угла резца. Здесь минимальное значение шероховатости обработанной поверхности достигается при наименьших параметрах φ = 5°, y=15°. Это объясняется тем, что при увеличении данных углов происходит рост высоты неровностей, что снижает качество поверхности.
На рисунке 4.6. представлены зависимости площади среза 5сри шероховатости поверхности Raот переднего угла у при радиусе режущей чашки r = 10, 13, 20, 27, 30 мм, при фиксированных значениях φ = 38°, ω = 15°.
Из приведенных графиков следует, что площадь среза 5српри увеличении радиуса режущей чаши достигает значения 3,4 мм2, при r = 30
мм, а при увеличении переднего угла резца у до 70°, площадь среза возрастает до 4,8 мм2. Уменьшение углов приводит к уменьшению площади среза. Точность обработки при этом не страдает.
Функция = /(у, г) показывает обратно пропорциональную зависимость в отличие от предыдущей. При увеличении радиуса режущей чаши, шероховатость уменьшается до 1,2 мкм, при r = 30 мм, а при увеличении переднего угла у возрастает до 2,3 мкм. Наилучшее качество поверхности в данном случае будет достигаться при наибольшем значении радиуса режущей чашки и при минимальных значениях переднего угла резца.
Так как между двумя функциями существует обратная зависимость, оптимальные значения площади среза и шероховатости будут находиться в том диапазоне, где точность не повлияет на качество поверхности.
На рисунке 4.7 представлены зависимости площади среза 5сри шероховатости поверхности от угла установки ω при изменении угла поворота φ = 5°, 15°, 38°, 61°, 70°. Из графика зависимости видно, что при увеличении углов установки ω и поворота φ, площадь среза 5сррастет, максимальной точки она достигает при максимальных значениях углов: ω = 30° и φ = 70°, где 5ср= 4,1 мм2.
Как видно из графика, угол поворота φ значительно влияет на площадь среза при незначительном изменении угла установки ω, что подтверждает значимость этого фактора регрессионной модели.
Зависимость шероховатости показывает существенное влияние на ее значение величин угла поворота и угла установки резца. При увеличении углов поворота и установки резца - качество поверхности ухудшается, т.к. увеличивается шероховатость. Минимальное значение - 0,6 мкм достигается при ω = 0° и φ = 5°.
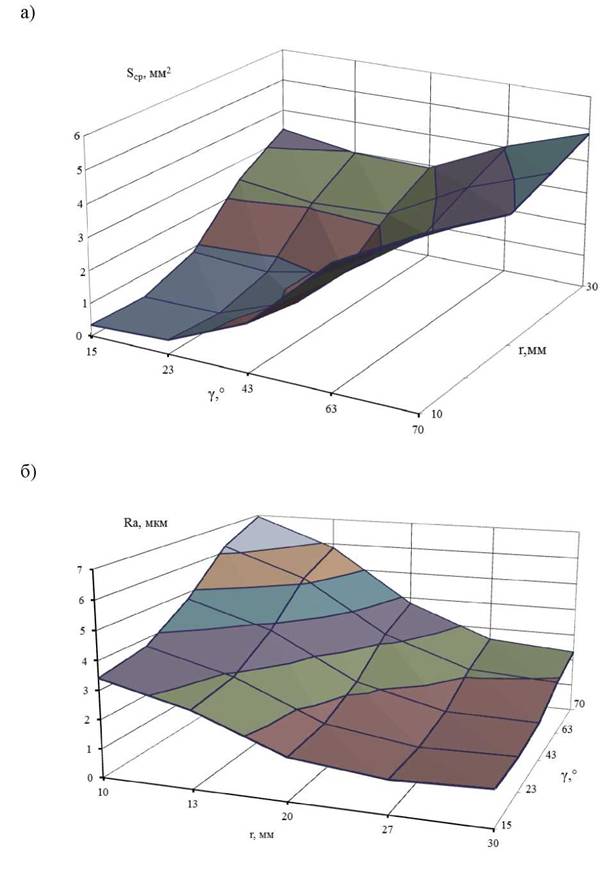
Рисунок 4.6 - Графики зависимости Scpи RA от переднего угла γпри радиусе режущей чашки r = 10, 13, 20, 27, 30 мм, φ = 38°, ω = 15°
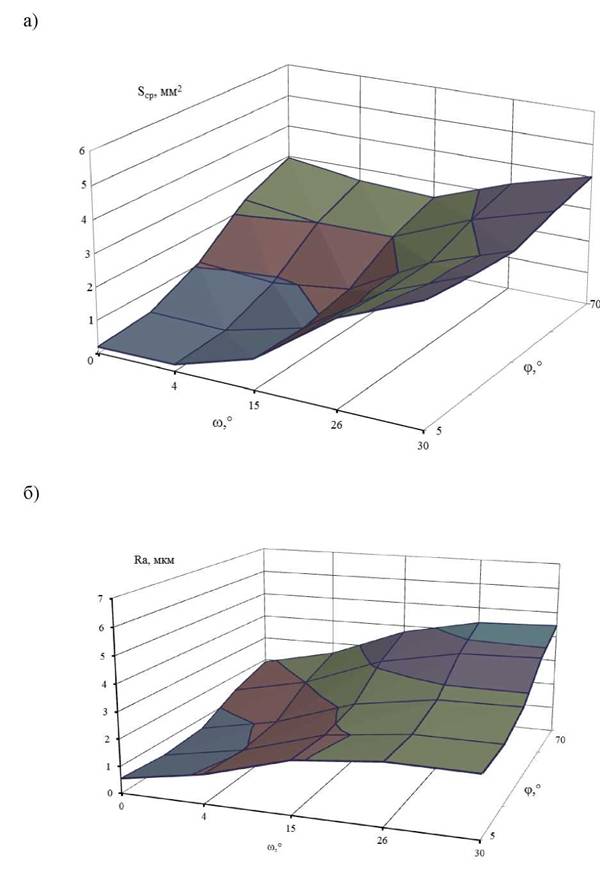
Рисунок 4.7 - Графики зависимости Бср и RA от угла установки ω при изменении угла поворота φ = 5°, 15°, 38°, 61°, 70°, γ = 43°, r = 20 мм
Здесь функции 5ср= f ω, φ ) и = f ω, φ ) прямолинейно зависимы друг от друга, так как при наименьших величинах угла установки и угла поворота, площадь среза и шероховатость минимальны.
На рисунке 4.8 представлены зависимости Бср и RA от угла установки ω при изменении радиуса режущей чаши r = 10, 13, 20, 27, 30 мм, при постоянных значениях φ = 38°, γ = 43°.
Из приведенных графиков следует, что площадь среза при увеличении угла установки ω возрастает и достигает максимума, составляющего 5,9 мм2 при радиусе режущей чашки r=30 мм.
При этом площадь среза Бср= ∕(ω) ведет себя неоднозначно при увеличении радиуса режущей чаши. Зависимость имеет нелинейный характер, экстремум которого находится в точке r = 20 мм, где площадь среза равна 1,2 мм2.Зависимость шероховатости RA от радиуса режущей чаши обратная - при увеличении радиуса режущей чаши, шероховатость уменьшается с 2,48 мкм до 0,4 мкм, а при увеличении угла установки ω от 0° до 30° шероховатость увеличивается с 0,4 до 1,2 мкм.
Как видно из графиков, зависимость функций здесь обратная - шероховатость уменьшается при увеличении радиуса режущей чаши, а площадь среза наоборот увеличивается.
Анализ экспериментальных данных парного влияния исследуемых входных параметров на функции отклика показывает наиболее рациональные сочетания варьируемых параметров, которые позволяют получить более качественную поверхность с наименьшей шероховатостью.
Для достижения эффективности протекаемого процесса обработки рабочих цилиндрических поверхностей цапф мельниц требуется решить задачу по поиску рациональных значений исследуемых факторов.
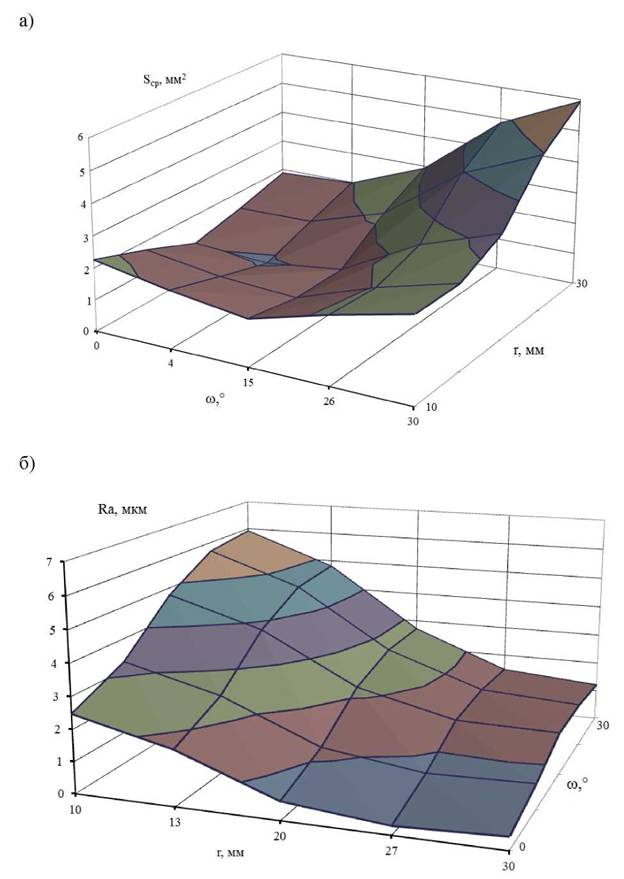
Рисунок 4.8 - Графики зависимости Бср и RA от угла установки ω при изменении радиуса режущей чаши r = 10, 13, 20, 27, 30 мм, φ = 38°, γ = 43°
4.3.
Еще по теме Анализ влияния варьируемых параметров на площадь среза и шероховатость поверхности цапфы:
- Исследование зависимости действительной площади срезаемого материала от технологических параметров изношенной цапфы в форме усеченного конуса при ротационной обработке
- Исследование площади поверхности среза численными методами
- Зависимость удельной поверхности готового продукта от варьируемых параметров
- Анализ причин изменения формы рабочей цилиндрической поверхности цапфы
- 4.3. Экспериментальные исследования влияния состава СОЖ на шероховатость и микротвердость прирезцовой поверхности стружки
- 2.3. Исследование искажения поверхности резания изношенной цапфы в форме усеченного конуса при ротационной обработке
- Измерение шероховатости поверхности исследуемого образца
- Площадь поверхности тела вращения.
- Выбор исходных данных для моделирования процесса обработки рабочей цилиндрической поверхности изношенной цапфы мельницы
- Зависимость производительности от варьируемых параметров
- Зависимость удельных затрат энергии от варьируемых параметров
- Определение рациональных параметров ротационной обработки рабочей цилиндрической поверхности цапф мельниц
- Анализ зависимости величины малоподвижного ядра от варьируемых факторов
- Анализ зависимости остатка на сите 008 от варьируемых факторов
- Анализ зависимости мощности, потребляемой приводом, от варьируемых факторов