Получение керамики ЦТС
В настоящее время процесс получения пьезокерамического материала является отработанным и обеспечивает воспроизводимость изделий в крупносерийном производстве. Основные технологические операции производства пьезокерамического материала показаны на рис.2.2.

Рис.2.2. Маршрут изготовления пьезоматериала и устройств на его основе
Рассмотрим типовой технологический процесс от получения сырьевых компонентов до получения законченных изделий. На этапе каждой отдельной технологической операции формируются определенные свойства материалов, поэтому соблюдение и контроль технологического процесса играет значительную роль в производстве, и, с другой стороны, гибкость технологии позволяет варьировать свойства материалов, достигая требуемых характеристик для конкретных применений. На рис. 2.3 приведена
операционная линия при изготовлении материалов системы ЦТС.
T
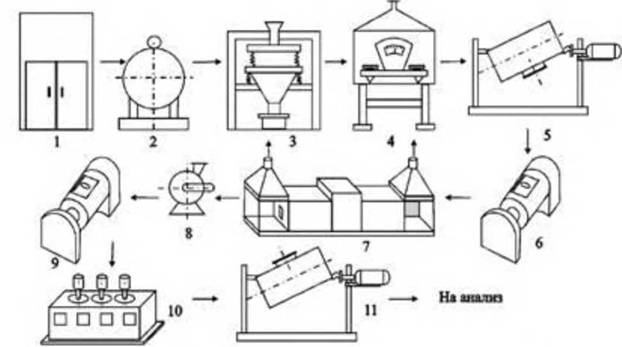
Рис. 2.3. Технологическая линия получения материалов ЦТС по керамической технологии: 1 - склад сырья; 2 - вакуумный сушильный шкаф;
3 - вибросито; 4 - весы; 5,11 - усреднители типа «пьяная бочка»; 6 - гуммированная вибромельница; 7 - туннельная печь; 8 - молотковая дробилка; 9 - вибромельница готового продукта; 10 - магнитный сепаратор
Получение сырьевых компонентов
При получении материалов с высокими электрофизическими свойствами качество исходного сырья, особенно титанового и циркониевого, имеет решающее значение состав исходных компонент [И]. Оптимальным вариантом сырья для пьезокерамики должны быть вещества с хорошо развитой поверхностью (размер частиц 5000 Э. Проверка степени очистки материала от железа осуществляется ручным магнитом 800÷900 Э. При наличии магнитных примесей материал подвергают сепарации повторно.
После сепарации материал окончательно усредняют, аттестуют, готовят к отправке или передают на участок по изготовлению изделий.В случае измельчения в технологии пьезокерамических материалов имеет место увеличение удельной поверхности измельчаемых материалов и их реакционной способности. Измельчение (повышение удельной поверхности) при смешении исходного сырья может приводить к уменьшению температуры синтеза.
Прессование заготовок
Формообразование заготовок перед спеканием для изготовления пьезокерамических пластин осуществлялось с применением механического давления полусухим прессованием заготовок в пресс-формы. Большие объёмы пресспорошков для прессования изготавливают распылительной сушкой, когда измельченный порошок синтезированного материала смешивают с водой и органическим связующим и полученный шликер разбрызгивают в противотоке горячего воздуха; за время полета капли из неё
испаряется вода и получаются сферические гранулы, достаточно однородные и обладающие хорошими текучестью и прессуемостью.
Прессование заготовок является высокопроизводительным способом оформления полуфабриката, обеспечивающим получение качественной керамики: правильность формы заготовок и их размеры определяются пресс- формой. Размеры керамических заготовок учитывают припуск на шлифовку после обжига. Для получения нормальной запрессовки объём пресс-порошка должен превышать объём больше чем в 2 раза объем запрессованной заготовки. Это учитывается в конструкции пресс-формы. Важным технологическим фактором является величина удельного давления прессования, правильному выбору которого придают большое значение, так как от него зависит плотность и прочность прессованной заготовки. Величина удельного давления при прессовании находится в пределах 800÷2000 кг/см2, которая уточняется для каждого случая отдельно.
Основной технологической проблемой на операции прессования является трудность достижения однородности толщины прессованной заготовки. Эта неоднородность может достигать 1 мм.
Обжиг
Практической целью обжига является достижение определенного уровня требуемых свойств, формирующихся в процессе нагрева исходного порошкового тела. В процессе обжига происходит спекание керамики. Основными параметрами являются температура, скорость нагревания и охлаждения в процессе обжига заготовок.
Сформированные заготовки помещают в капсели в засыпку, которая не реагирует с компонентами заготовки. Капсели загружают в печь.
Распиловка заготовок на блоки
Далее технология изготовления пьезоэлементов отличается для пьезоэлементов толщиной 0,30 мм и для пьезоэлементов толщиной 0,50 мм.
Распиловка блоков на пластины для пъезоэлементов t = 0,30λ? .
Блоки распиливаются на пластины размером 20?20?0,30 мм.
Шлифовка пъезоэлементов в размер
Пластины подвергаются двухстороннему шлифованию, при необходимости, для получения заданной толщины пьезоэлемента, с учётом толщины электродов.
Нанесение электродов
Операции металлизации определяют емкость резонаторов и величину резонансного промежутка ∆f=fa-fr,где frи fa- частоты резонанса и антирезонанса.
На пластины наносится серебряная паста по двум сторонам.
Вжигание пасты
После нанесения пасты образцы сушат при t=200÷350 С, а затем вжигают пасту в керамику - в диапазоне 620÷800 С. Вжигание производят в атмосфере воздуха в камерных или туннельных печах, воженное серебро имеет толщину, как правило от 6 до 12 мкм.
Технологический процесс изготовления элементов для устройств частотной селекции и преобразователей отличается. Рассмотрим отдельно данные операции.
1) Изготовление пьезоэлементов для устройств частотной селекции
Распиловка пластин на пъезоэлементы4,0 ? 4,0 ? 0,30λw
Пластины собираются в столбик по 10-20 шт. Сборка осуществляется при помощи нанесения между каждой платины слоя менделеевской замазки, либо любого другого клея схожего по составу. Далее, полученная «многослойка» распиливается на столбики в соответствии с чертежом.
«Многослойные» столбики помещаются в спирто-нефрасовый раствор, и проводится процесс расклейки с последующей прокалкой при температуре 120 0C в течение 8 ч.Настройка частоты (создание дополнительных пропилов) резонаторов
Данная операция - настройка частоты, или создание дополнительных пропилов, необходима для устранения геометрических погрешностей 52
допущенных при распиловке. В виду не идеальности процесса распиловки блоков на пьезоэлементы, амплитудно-частотная характеристика может иметь нежелательные резонансы в рабочем диапазоне частот, кроме того, резонансная fp,антирезонансная faчастоты могут иметь отклонения превышающие допустимые [6, 14].
Операция настройки частоты - задание определенных значений частот frи fa- заключается в изменении размеров пьезоэлементов (резонаторов) путём механической обработки, чем меньше размеры, тем больше значения частот резонанса и антирезонанса первой моды планарных колебаний. После изготовления геометрия резонаторов отличается от идеальной, имеют место неоднородности пьезокерамического твёрдого тела и электродов пьезоэлементов. Нарушение симметрии резонаторов обуславливает возникновение нежелательных резонансов, искажающих амплитудно-частотные характеристики резонаторов и фильтров на их основе. Определение допустимых отклонений от симметрии, т.е. решение допусковых технологических задач, осуществляется математическим вычислением необходимого значения глубины пропила.
Размывка «многослойных» столбиков
«Многослойные» столбики помещаются в спирто-нефрасовый раствор, и проводится процесс расклейки с последующей прокалкой при температуре 120 0C в течение 8 ч.
Поляризация
Поляризация осуществляется в установке ПСВ-2 в сжатом воздухе, при приложении сильного электрического поля к металлизированным поверхностям пьезоэлементов. Режимы поляризации являются типовыми и зависят от необходимого резонансного промежутка.
Термотренировка
Обязательным процессом после поляризации является термотренировка, в зависимости от того, какое ООЧ имеют пьезоэлементы 53
устанавливают температуру и длительность термотренировки.
Типовой режим для пьезоэлементов из пьезоматериала ЦТС-40 - 120 0C 8 ч.Не редко получается увеличенный резонансный промежуток, в этом случае режим термотренировки может быть увеличен до температуры, близкой к точке Кюри 200÷220 0C, продолжительность процесса также увеличивается.
Измерение
Проводится процесс измерения параметров пьезоэлементов и отбраковка не годных изделий.
Распиловка блоков на пластины для пъезоэлементов t = 0,50мм
Пьезокерамические блоки распиливаются на стержни размером 4,0?4,0?20,0 мм.
Настройка частоты (создание дополнительных пропилов) резонаторов
Процесс аналогичен первому случаю.
Распиловка блоков на пъезоэлементы 4,0?4,0?0,5мм
Стрежни распиливаются на пьезоэлементы 4,0?4,0?0,5 мм.
Шлифовка пъезоэлементов в размер
При необходимости пьезоэлементы подвергаются двухстороннему шлифованию, для получения заданной толщины пьезоэлемента, с учётом толщины электродов.
Нанесение электродов и вжигание серебряной пасты
Процесс аналогичен для первого типа пьезоэлементов, с одним отличием - в первом случае электрод наносится на всю поверхности пьезоэлемента, в этом случае - пятно металлизации имеет размер 2,0?2,0 мм, и наносится через фотошаблон.
Вжигание пасты аналогично первому случаю.
Поляризация и темотренировка
Аналогично первому случаю.
Далее пьезоэлементы проходят сортировку и передаются на операции комплектации и-звенного фильтра либо на операцию сборки резонатора или дискриминатора.
Старение
Пьезокерамические элементы имеют свойство значительно изменять пьезоэлектрические и диэлектрические свойства при временном и температурном старении. Поэтому в технологическом процессе изготовления элементов необходимо предусматривать процесс стабилизации их свойств. Старение связано с уменьшением остаточной поляризации, что обусловлено изменением доменной структуры материала, релаксацией структурных дефектов, распадом твёрдых растворов, изменением валентности компонентов.
Наибольший уход параметров пьезокерамики наблюдается на на первом году после её поляризации. Наименьшее старение наблюдается у пьезокерамики системы ЦТС, наибольшее - у керамики системы титаната бария. Старение пьезокерамики приводит к медленному уменьшению диэлектрической проницаемости, пьезомодуля duи коэффициента электромеханической связи кр, а механическая добротность Qmвозрастает.2) Изготовление пьезоэлементов для датчиков угловых скоростей
В качестве чувствительного элемента датчик используется биморфная пластина. Биморфная пластина изготавливается при помощи склеивания пьезокерамических пластин, либо их спекании. Биморфы распиливаются в необходимый размер и далее каждый биморфный чувствительный элемент подвергается настройке параметров и передаётся на сборку конечного изделия [78].
Измерение пъезокерамических пластин перед спеканием
Пластины размером 24 ? 24? 0,5 мм проходят входной контроль: измеряют геометрические размеры с помощью микрометра Micron IP54, погрешность измерений составляет 1%, визуально определяют равномерность распределения серебра на поверхности, на наличие сколов, трещин или пор. Проводят измерения электрофизических параметров fp, fa, 55
∖f, b, Co, tgδна анализаторе цепей, обеспечивающим точность измерения, погрешность измерений - 5%.
Формирование диморфной пластины
Склейку или спекание осуществляют с пластинами близкими по значению параметром ^31. Который вычисляется, с учётом приближений и в соответствии с OCT 11 0444-87 для биморфной пластины, следующим образом.
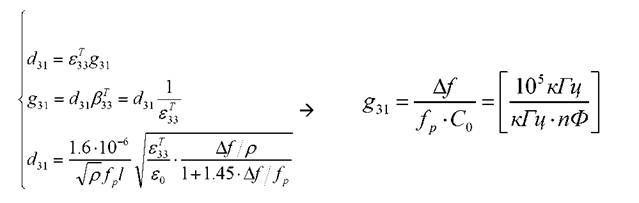
Экспериментально вычисленные значения ^31приведены в таблице 2.1.
Таблица 2.1. Пример рассчитанных значений g31
| № пластины | №1 | №2 | №3 | №4 | №5 |
| Значение g | 0,8316 | 0,9038 | 0,9562 | 0,8923 | 0,9028 |
Для формирования биморфной пластины наиболее подходят пластины с номерами 2 и 5, а диапазон допустимых значений g от 0,8 до 1,0. Отбраковки на этом этапе нет.
После входного контроля две пластины склеивают, либо спекают при высокой температуре, в биморф. Клей ухудшает измеряемые характеристики биморфа fp, fa, ∆f , b, С, tgδи при температурных испытаниях не выдерживает высоких температур (более +40oC). Поэтому предпочтительнее использовать спекание в качестве соединения двух пластин.
В настоящее время на предприятии АО «НИИ «Элиа» освоено производство литья пьезокерамической плёнки, что позволяет исключить появление внутренних дефектов и сократить трудоёмкость процесса.
Распиловка диморфных пластин на балочные элементы
Распиловка осуществляется на установке типа ESEC DICING SAW 8003 с целью формирования геометрии биморфного элемента 20 ? 1,0 ? 1,0 мм. Стремясь к максимальной точности от элемента к элементу.
Измерение геометрии и электрических параметров диморфных п/э.
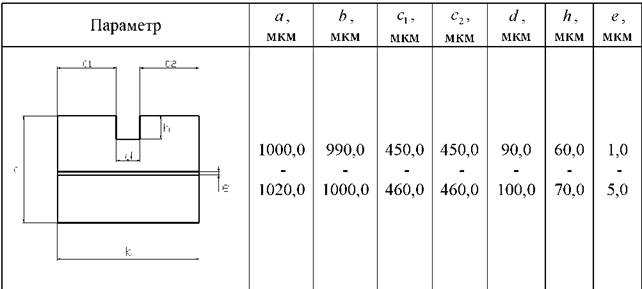
Измерение геометрических параметров биморфного пьезоэлемента, таких как длина, ширина, глубина пропила и других (пример приведён в таблице 2.2), осуществляется при помощи измерительного микроскопа.
Таблица 2.2 - Геометрические параметры биморфного пьезоэлемента
Контроль электрофизических параметров биморфного элемента
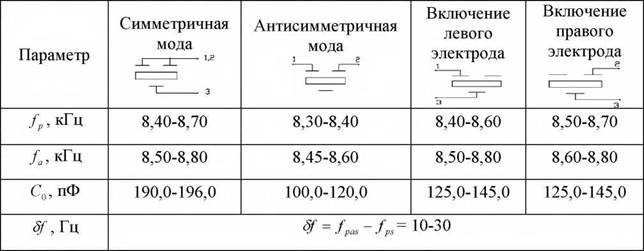
Измерение параметров биморфного пьезоэлемента: резонансной и антирезонансной частоты, относительный резонансный промежуток, ёмкость для различных видов включений проводится на стенде для исследования и измерения параметров пьезоэлементов по методикам, описанным в OCT И 0444-87.
Таблица 2.3 - Электрофизические параметры биморфного балочного элемента
Монтаж балочного элемента в подвесы
При сборке чувствительного элемента биморфный балочный элемент крепится на подвесы, которые изготавливаются из бериллиевой бронзы (БрБ2) путём химического травления. Травление является прецизионным, так как необходимо, чтобы размеры поддерживающих конструкций были очень точными для достижения лучших частотных характеристик биморфного элемента и минимальных воздействий со стороны подвесов.
Далее биморфный элемент, соединённый с подвесами крепится на плату методом пайки, таким образом, что ножки поддерживающей конструкции припаиваются к сигнальным выводам платы, количество припоя на одну ножку соответствует m=0,05 мг.
Измерение выходных характеристики датчика угловых скоростей
Измерение фазы и амплитуды биморфного чувствительного элемента - операция контроля «геометрии биморфных элементов». Измерение фазы и амплитуды (рис. 2.4), необходимое для анализа и дальнейшей настройки параметров биморфного чувствительного элемента, проводят на приборе Velleman PCS500, который подключён к персональному компьютеру, где погрешность измерений составляет 0,1%.
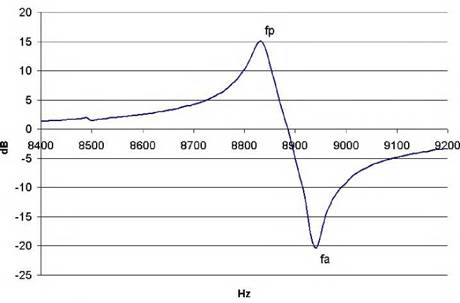
Рис. 2.4. Зависимость амплитуды от частоты
Настройка диморфного чувствительного элемента
Производится с целью снижения частот колебаний по осям до минимума.
Так как биморфный пьезоэлемент имеет некоторую асимметрию электрических и геометрических параметров каждого электрода, то, внося дополнительные пропилы (рис.2.5), при помощи лазера, электроды становятся симметричными по отношению друг к другу по электрическим параметрам, при этом изменяется жёсткость, площадь электрода и масса
пьезоэлемента в целом.
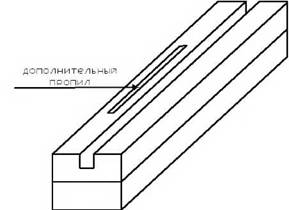
Рис. 2.5. Расположение дополнительного пропила при настройке биморфного чувствительного элемента
Сборка и герметизация датчика
Проводится в соответствии со сборочным чертежом.
Измерение параметров датчика угловых скоростей
Для проведения испытаний при постоянной измеряемой угловой скорости в диапазоне температур от -60 до +90oC, используется поворотный стенд, обеспечивающий вращение, и термокамера с управлением от персонального компьютера.
Для охлаждения в термокамере используется жидкий азот. Термокамера позволяет обеспечивать необходимую температуру внутри камеры, при температуре окружающей среды воздуха +20 oC и нормальной влажности. Уход электрофизических параметров гироскопа -fp,fa, ∆f, b, С, tgδнаходится в допустимых пределах погрешности δ = ±10%.
Для измерения уровня нулевого сигнала и масштабного коэффициента датчика угловых применяется поворотный стенд с установленным на его столе приспособлением, имитирующим собственное вращение носителя, на котором закреплён испытуемый прибор, имитатор собственного вращения носителя управляется от персонального компьютера.
Постановка задачи
Как показано в литературном обзоре и в описании технологических процессов получения пьезоэлектрической керамики, физические свойства пьезоэлементов, используемых в качестве рабочих элементов существенным образом зависят не только от состава шихты, но и от технологических операций. Таким образом, технологические операции в производстве пьезокерамических элементов формируют конечные свойства изделий, причём вклад каждой операции в формирование окончательных характеристик материалов различен, а сам процесс получения требуемых свойств является сложной комплексной задачей. Это означает, что для получения пьезоэлектрических материалов с повышенной температурной стабильностью параметров наибольшее внимание необходимо уделять операциям синтеза, спекания и старения.
В связи с этим, актуальным является не абстрактное исследование свойств пьезоэлементов при различных температурах, а установление влияния различных режимов вышеуказанных технологических операций на формирование свойств материалов и их температурной стабильности.
Еще по теме Получение керамики ЦТС:
- Глава 2. Методики исследований и получения пьезокерамической керамики ЦТС
- Керамика ЦТС
- Керамика ЦТС
- Определение коэффициента тепловой диффузии сегнетоэлектрических пленочных материалов на основе керамики ЦТС
- Методы получения тонких сегнетоэлектрических пленок ЦТС
- Керамика цирконата-титаната свинца
- § 1. Керамика
- Температурные измерения диэлектрических характеристик тонких пленок ЦТС
- Глава 3. Результаты исследований фазового состояния, структуры и состава тонких пленок ЦТС
- Фазовый анализ тонких пленок ЦТС
- Тарная керамика. Корчаги
- 610. Кому принадлежит право на получение доходов вследствие успешных действий поверенного, если стороны договора поручения не предполагали возможности их получения? Может ли поверенный удержать полученные доходы, если такое право предоставлено ему договором?
- Сегнетоэлектрические свойства керамики BTS.
- Зависимость диэлектрических характеристик образцов керамики BTS от числа слоев с разной концентрацией олова.
- Влияние температуры отжига на фазовое состояние, микроструктуру и состав тонких пленок ЦТС
- 3.1. Команды получения распределений и описательных статистик3.1.1. FREQUENCIES - получение одномерных распределений переменных
- Свойства керамик на основе твердых растворов Ba(Ti1.xSnx)O3
- Дисперсия диэлектрической проницаемости керамики на основе BTS со слоистой структурой
- Перечень документов, предоставляемых участником НИС получения ЦЖЗ для погашения ипотечного кредита, предоставленного емудо возникновения права на получение ЦЖЗ
- Глава 4. Исследования диэлектрических, пироэлектрических и пьезоэлектрических свойств тонких пленок ЦТС